
Inducción de fíos de cobre de soldeo con unidades de calefacción de alta frecuencia de IGBT
Obxectivo Soldar dous fíos de cobre a torretas preinstaladas nunha barra de cobre
Material Barra de cobre / níquel mergullada por soldadura, 2 fíos de cobre enlatados estaados, pau de soldadura
Temperatura 446 ºF (230 ºC)
Frecuencia 230 kHz
Equipamento • Sistema de calefacción por indución DW-UHF-6kW, equipado cun cabezal de traballo remoto que contén un condensador de 1.2μF.
• Unha bobina de calefacción por indución deseñada e desenvolvida especificamente para esta aplicación.
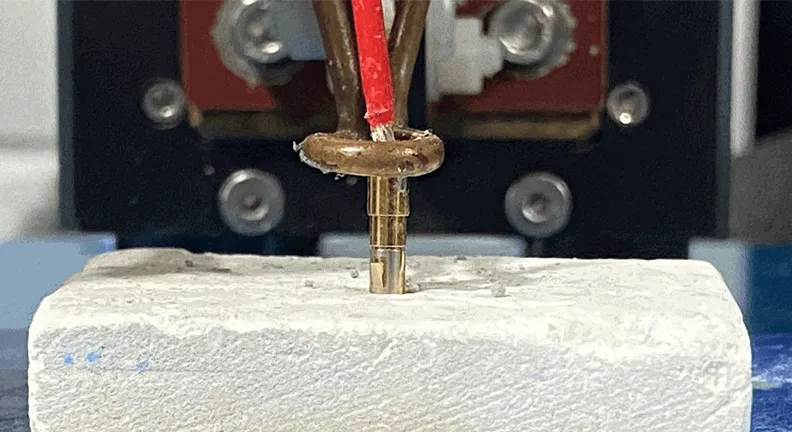
Proceso Úsase unha bobina helicoidal dividida de catro xiros para soldar o conxunto da barra de bus. Os 2 fíos de cobre aplícanse ás torretas e a enerxía aplícase durante 30 segundos. A vara de soldar aliméntase a man ás pezas quentadas e o brasado flúe uniformemente, creando a unión.
Resultados / beneficios O calentamiento de indución proporciona:
• Tempo de soldados reducido
• Ata a distribución de calefacción
• Consistencia conxunta a conxunta



