Tubo de cobre de inducción
descrición
Tubo de cobre con tubo de cobre de alta frecuencia con alta frecuencia
Obxectivo de investigación
Para quentar un conxunto de tubos de cobre nunha atmosfera inerte a 1450 ° F dentro de 45 segundos para a soldeo sen limpeza de fluxo ou ácido.
Descrición de pezas e materiais
Conxunto de tubos de cobre, pintura de detección de temperatura, preformas de brazo
Temperatura requerida
1450 ° F
Equipos de calefacción de indución
DW-UHF-10kW Alimentación por calefacción por indución, estación térmica remota con dous condensadores de 1.25 microfarad (capacidade acumulada de 0.625 mfd.) E un indutor (bobina) especialmente deseñado
Frecuencia de operación
400kHz
Procedemento de calefacción
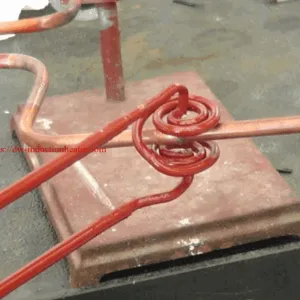
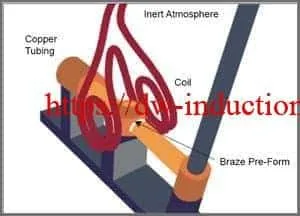
As probas realizáronse no ABS Mark 2 que contiña unha mestura de 95% Argon e 5% de gas de hidróxeno. Un inductor helicoidal dividido de catro voltas, especialmente deseñado, foi usado para proporcionar un calentamiento óptimo para a área articular do conxunto do tubo. Despois de que as probas iniciais realizáronse con pezas desnudas e pinturas de detección de temperatura para establecer perfís de tempo a temperatura e de calefacción, alcanzouse unha temperatura de 1450 ° F en 45 segundos para derreter os preformos de soldeo.
Conclusión
Resultados exitosos obtidos en 1450 ° F en 45 segundos. Dado que a calor conduce a través do conxunto do tubo, as xuntas subseguintes do mesmo conxunto requirirían menos tempo. Brazing asembleas de tubo de cobre é unha excelente aplicación para calefacción por indución.