


Montaxe de leva de aceiro de endurecemento por inducción
descrición
Montaxe de leva de aceiro de endurecemento por inducción
Obxectivo : Indución endurecemento o perímetro dos conxuntos de leva de aceiro de ¼ ”de espesor
Material: conxuntos de levas de aceiro de ¼ ”de grosor con diferentes xeometrías
Temperatura: 1650 ° C (900 ºF)
Frecuencia: 177 kHz
equipamento

DW-UHF-10kW sistema de calefacción de indución, equipado cunha estación de calor remota que contén un condensador de 1.0 µF e unha bobina de calefacción por indución deseñada e desenvolvida específicamente para esta aplicación
Proceso
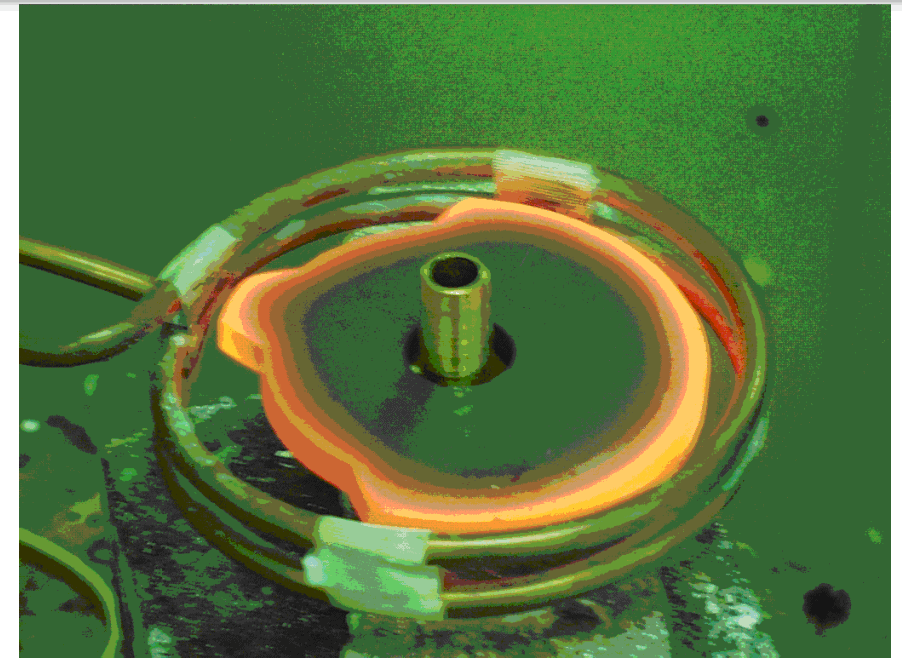
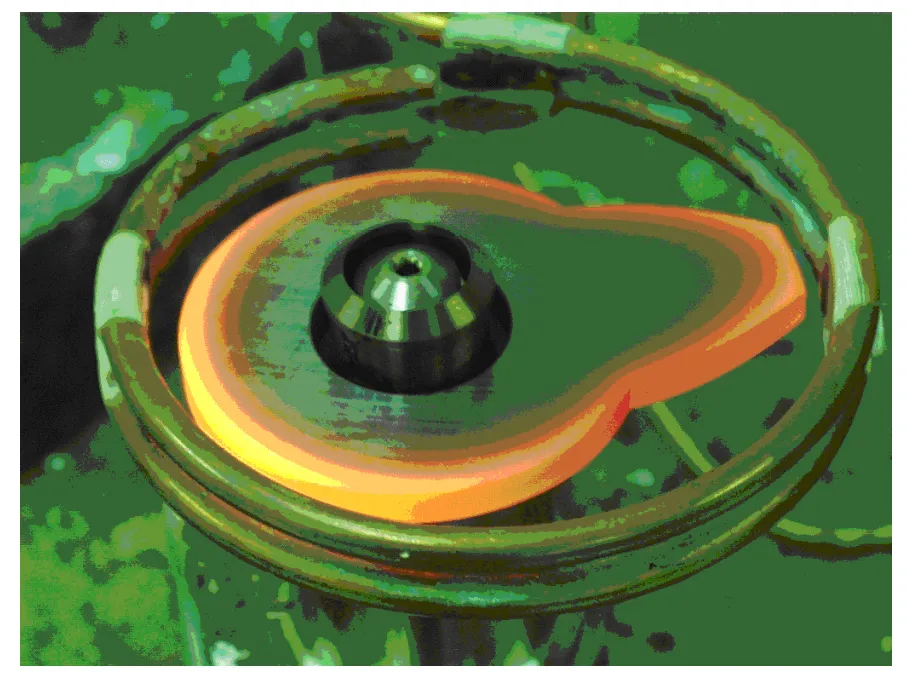
Para quentar as levas úsase unha bobina helicoidal de dúas voltas. O tempo de calor varía de 120 a 150 segundos. Despois do quecemento, as pezas apáganse en auga.
 Resultados / Beneficios
Resultados / Beneficios
Indución endurecemento as superficies exteriores da leva con indución dan como resultado:
• quecemento uniforme para obter resultados uniformes
• pódese usar unha bobina para moitas xeometrías
• resultados consistentes de peza en peza
Hai miles de exitosos máquinas de endurecemento por indución que producen millóns de pezas subministradas a diversos segmentos da industria. Entre os compoñentes que normalmente sofren endurecemento por indución (IH) hai pezas como árbores de levas, cigüeñais, engrenaxes, piñóns, eixes de transmisión, pernos de bolas, pasadores, bastidores dentados, husos de rodas, rodamentos, fixadores, ferramentas de traballo, zapatas de rodas máquinas móbiles: a lista é esencialmente interminable. Como exemplo, a Figura mostra unha pequena matriz de xeometrías que son endurecidas rutinariamente.




