
Dentes de serra de endurecemento por indución
descrición
Dentes de serra de endurecemento por indución de folla
Método de endurecemento dos dentes dunha folla de serra de aceiro composta por "aceiro de ferramentas de alta velocidade", que consiste en facer pasar unha corrente de indución de alta frecuencia polos dentes da folla de xeito que todas as partículas dos dentes, tanto na superficie como no no seu interior, quéntanse á temperatura crítica de aproximadamente 2375 ″ F. sen quentar igualmente outras porcións da folla, controlando a frecuencia e magnitude da corrente inducida de xeito que substancialmente todos os carburos dos dentes están en condicións de disolverse no matriz austenítica practicamente en canto o aceiro alcanza a temperatura crítica e, despois, arrefría os dentes ata unha temperatura substancialmente inferior á temperatura crítica antes de que se produza un crecemento substancial do gran; en vez de endurecer toda a folla ou simplemente endurecer a superficie dos dentes.

Dentes de serra de endurecemento por indución para unha aplicación de endurecemento; o obxectivo é reducir o tempo de calefacción
Material: Sección da folla da serra
Temperatura: 1650 ºF (899 ºC)
Frecuencia: 134 kHz
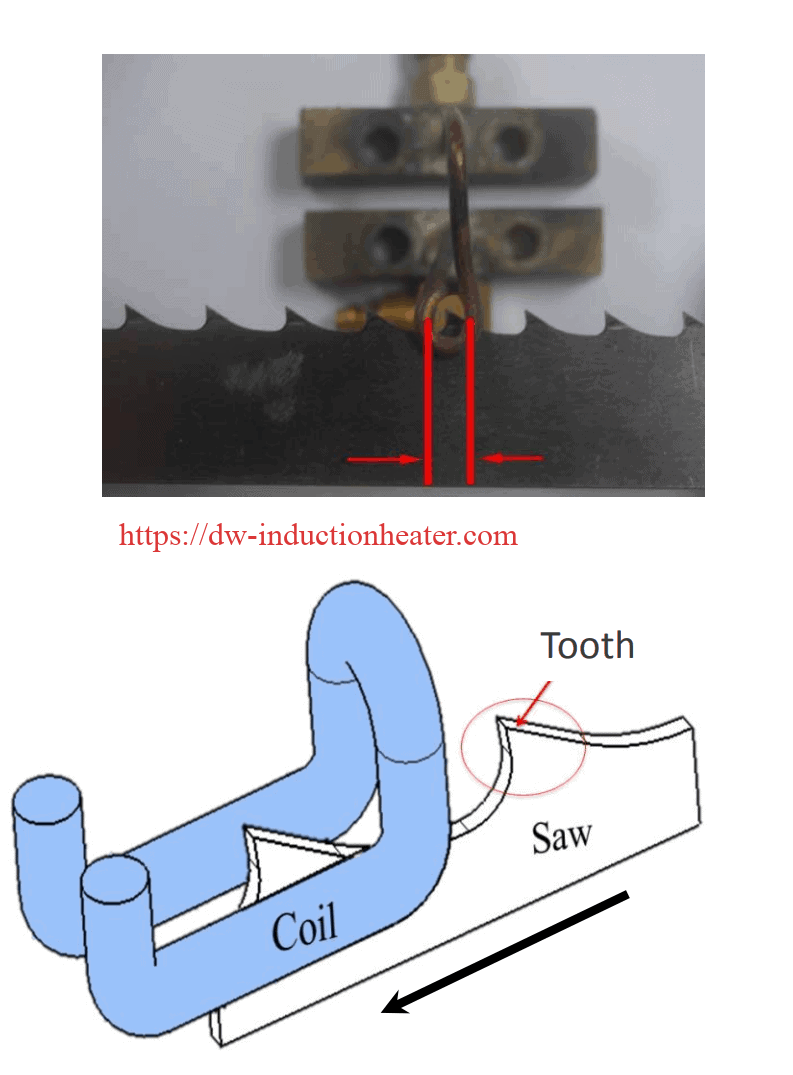
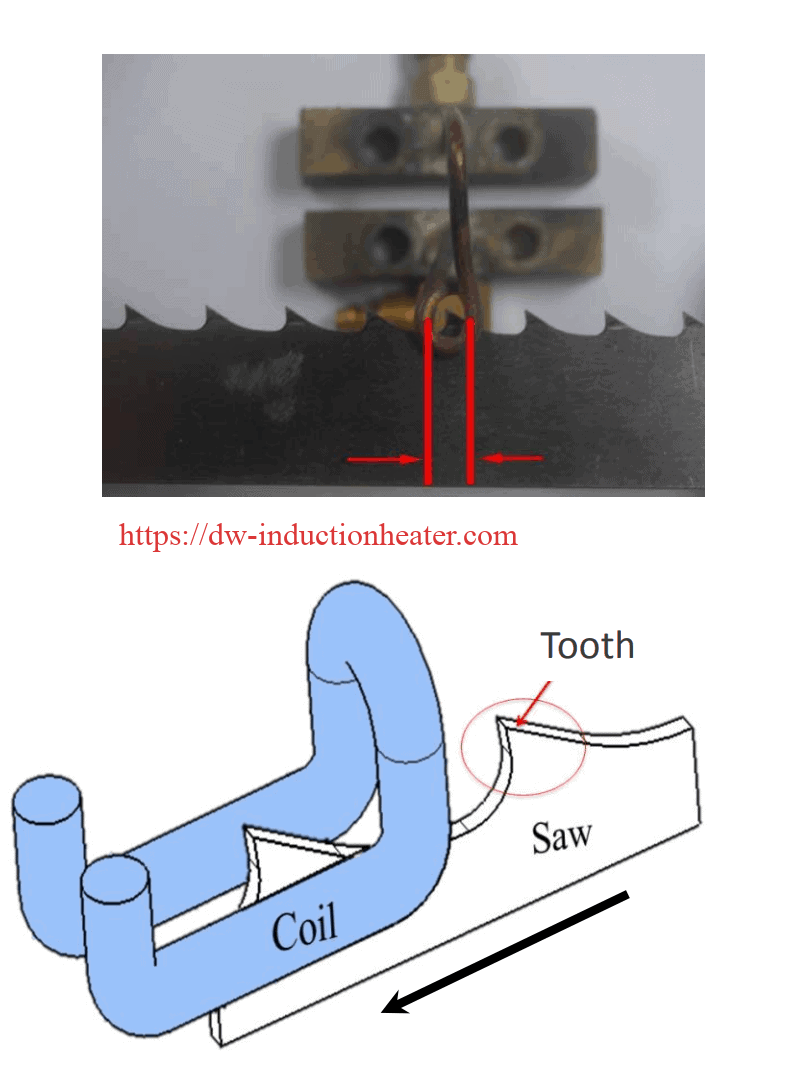
Equipamento: DW-UHF-30kW 50-150 kHz sistema de calefacción de indución equipado cun cabezal de traballo remoto que contén oito condensadores de 1.0 μF. Unha bobina de calefacción helicoidal de inducción helicoidal de dúas posicións deseñada e desenvolvida especificamente para esta aplicación

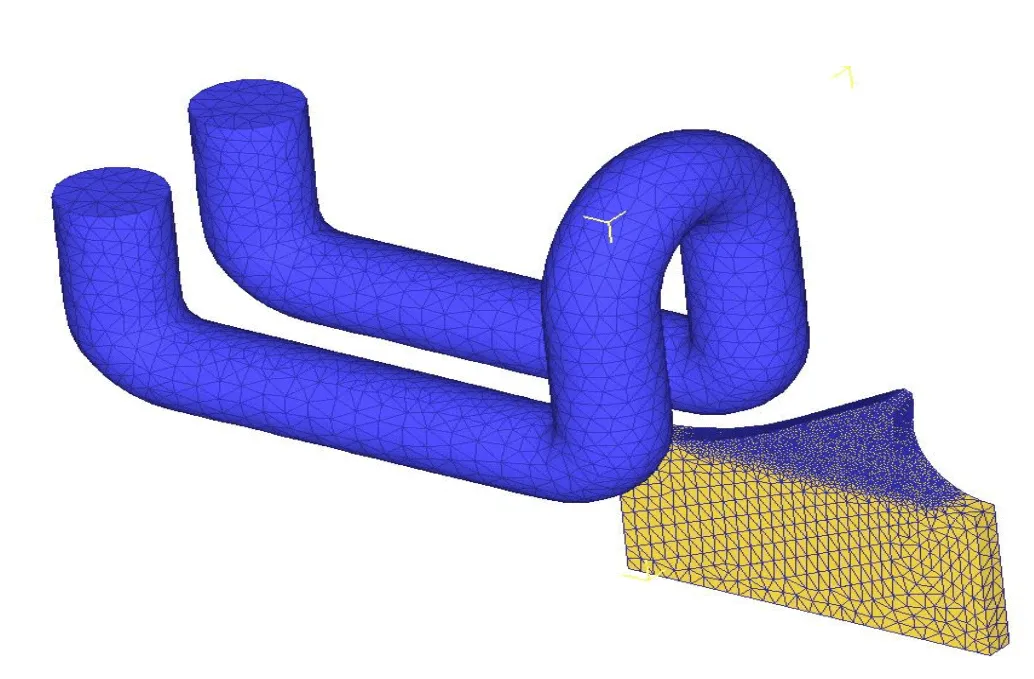
Proceso de endurecemento por indución
A bobina de calefacción por indución desenvolveuse para que non concentrase a calor no bordo exterior do val do dente. A peza colocouse debaixo da bobina a aproximadamente 1 mm (8/3.2 ”) de distancia e acendeuse a enerxía. Co DW-UHF de 30 kW Fonte de alimentación de calefacción de indución a peza quentada á temperatura dentro da taxa obxectiva de cinco dentes por
catro segundos.
Resultados / Beneficios
Velocidade: o cliente xa estaba a usar a indución, pero quería actualizar a un sistema de maior potencia para aumentar
a súa taxa de produción (antes de usar por primeira vez a indución de HLQ, o cliente empregaba unha antorcha).
Precisión e repetibilidade: un facho non é tan preciso como a indución nin é repetible, mentres que a indución pode ser
implementado para ser altamente repetible
Eficiencia: o endurecemento por indución emprega menos enerxía que un facho e ofrece calefacción instantánea por encendido / apagado




