Sistema de tratamento térmico portátil de soldadura por poste con inducción
Aplicación principal:
l Precalienta: calor de soldadura, revestimento, pulverización, flexión, montaxe e calor inadecuada
l Tratamento térmico posterior á soldadura: depósito, fervura, canalización, chapa de aceiro ou outros traballos metálicos
l InductionHeat: calefacción de moldes, a bordo, baño de cinc, pezas metálicas grandes e irregulares
l Calor de material de gasoduto: aceite de gasoduto, gas de gasoduto, auga de gasoduto, petroquímica de gasoductos e outro material de gasoducto
Principais Características:
* Alta velocidade: 70%
* Baixa tolerancia
* Aforro de enerxía
* Alta eficiencia
* Calefacción precisa
* Funcionamento sinxelo
* Calefacción sen contacto
* Protección ambiental
* Circunstancia de hipotermia
* O arrefriamento por aire é adecuado para ambientes de baixa temperatura
* O quecemento por indución é máis uniforme que o petróleo, o gas ou o lume 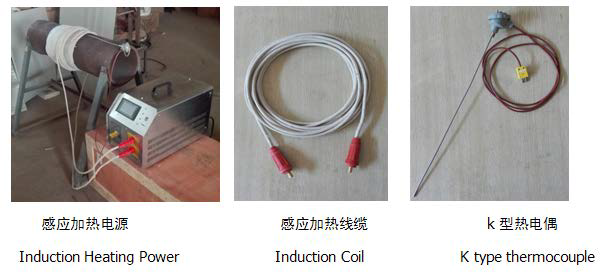
| MYD-20KW | MYD-10KW | |
| tensión de entrada | 3 * 380V, 50 / 60Hz, 4 Wires | |
| Entrada de corrente | 1 ~ 30A | 1 ~ 15A |
| Corrente de saída | 0 ~ 300A | 0 ~ 200A |
| Potencia de saída | 1 ~ 20KW | 1 ~ 10KW, Max 15KW, 150% ciclo de traballo |
| Frecuencia de saída | 5 ~ 30KHZ | |
| par termoelétrico | Tipo K | |
| Sistema de temperatura | Construír na máquina de indución | |
| Temperatura de calefacción | Max800 ℃ | Max500 ℃ |
| tamaño | 700 x 330 x 410 mm | 650 x 310 x 410 mm |
| peso | 32kg | 26 kg |
| Bobina de calefacción de indución | ||
| lonxitude | 10 ~ 20 M | |
| diámetro | 15 mm | |
| Temperatura de traballo | -30 ~ 45 ℃ | |
| Tamaño do tubo | OD: 50 ~ 500mm ou equivalente | |

