Aplicación de eliminación de pezas en contraste con calefacción por inducción
Obxectivo
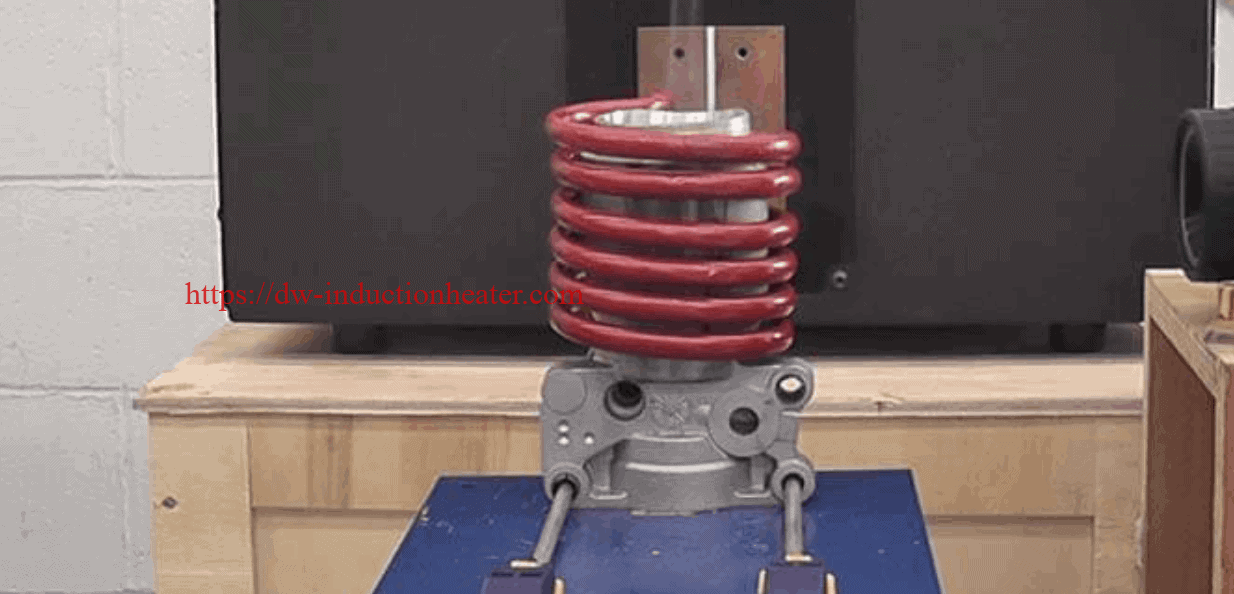
Esta é unha aplicación de eliminación de partes Shrinkfit. O proceso actual do cliente usa unha prensa para sacar a parte inserida. Non obstante, isto require forza e tempo significativos. Ao aplicar calor, a carcasa pode expandirse o suficiente para permitir a eliminación doada da parte inserida cunha forza mínima. O tempo necesario para o cliente é completar a eliminación de pezas Shrinkfit dentro de 7 minutos.

equipamento
Máquina de calefacción por indución DW-HF-15kw
Obras
• Carcasa de bomba de aluminio Parte OD 2.885 ”(73.279mm), parede 0.021” (.533mm)
Parámetros principais
Temperatura: aproximadamente 400 ° F (204 ° C)
Potencia: 4 kW
Tempo: 100 segundos
Proceso:
- Para completar a eliminación de partes Shrinkfit, coloque a parte na bobina, de xeito que a parte superior da carcasa estea o máis preto posible da parte superior da bobina.
- Foi necesaria algunha experimentación para determinar o tempo e o poder ideal. Descubrimos que 100 segundos era ideal para eliminar a parte, que foi significativamente inferior ao límite de minutos de 7 por parte do cliente
Resultados / Beneficios:
A montaxe probada pode quentarse á temperatura requirida en menos de 7 minutos usando o sistema de calefacción por inducción DW-HF-15kw e unha bobina deseñada a medida. O tempo de calor para a bobina personalizada foi de 100 segundos, a temperatura tiña que estar preto de 400 ° F (204 ° C) para poder expandir a parte suficientemente para ser eliminada. A parte foi eliminada con algunha forza de tracción aplicada a ela xa que a carcasa da bomba alcanzaba os 400 ° F (204 ° C).
Esta aplicación Shrink Fit revisouse máis para determinar se se podería usar un sistema de calefacción por inducción de menor potencia. Neste caso, o requirimento do cliente foi de 7 minutos e conseguimos a eliminación da peza en 100 segundos. ¿Pode un sistema de menor potencia eliminar a peza a un menor custo? Un sistema de menor potencia sería aceptable se o noso obxectivo é a inserción de pezas. Para a inserción por pezas reducidas, unha taxa de calefacción máis lenta aínda resultaría nun proceso exitoso. Non obstante, coa eliminación de pezas Shrink Fit, é importante quentar rapidamente. Unha velocidade de calor máis lenta daría como resultado que a parte inserida tamén quentase e se expandise. O elemento inserido potencialmente quedaría "preso". Ao quentar rapidamente evitamos este problema. O cliente neste caso decidiu usar un sistema para a inserción de parte e eliminación de pezas. Un sistema de 4 kW está ben para o Shrink Fit - Parte Inserción; e o sistema de calefacción por inducción DW-HF-7kw de 15 kW empregarase para a eliminación do encollemento
- Control preciso do tempo e da temperatura
- Potencia baixo demanda con ciclos de calor rápidos
- Proceso repetible, non dependente do operador
- Calefacción segura sen chamas abertas
- Calefacción eficiente enerxeticamente
