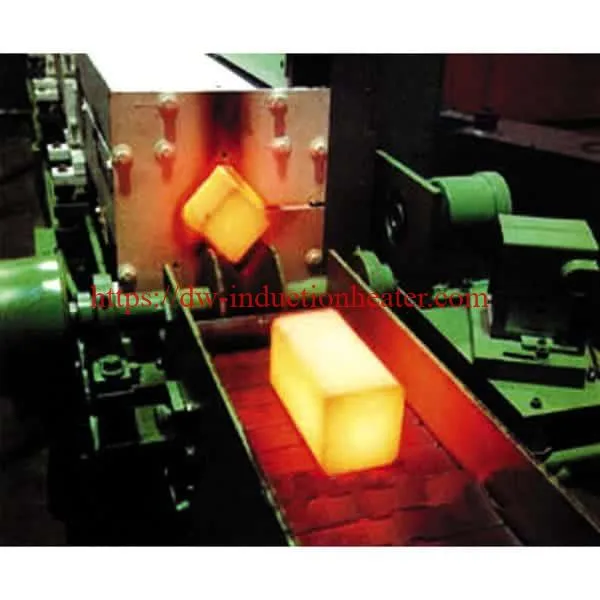


Forno de forxa industrial con inducción
descrición
Forno de forxa industrial con inducción
especificacións
1 IF indución forxando o horno da industria metalúrxica,
Industria de fundición 2,
3 industria forxa,
4 Industria de tratamento térmico,
| Capacidade nominal | KG | 10-50 | 100 | 150 | 250 | 350 | 500 | 750 | 1000 | 1500 |
| Potencia nominal | KW | 50 | 100 | 100 | 130 | 180 | 250 | 450 | 600 | 1000 |
| tensión de entrada | V | 380 | 380 | 380 | 380 | 380 | 380 | 380 | 380-2 | 380-2 |
| Capacidade de transformador | KVA | 60 | 120 | 120 | 150 | 200 | 315 | 500 | 800 | 1500 |
| Tensión fóra | V | 750 | 750 | 750 | 750 | 750 | 750 | 1500 | 2500 | 2500 |
| Frecuencia de saída | KHZ | 2.5 | 1 | 1 | 1 | 1 | 1 | 1 | 0.8 | 0.8 |
| Tempo de fusión | Min | 10-40 | 10-40 | 20-50 | 20-50 | 20-50 | 20-50 | 25-55 | 30-60 | 30-60 |
| Consumo de enerxía (aceiro) | Kw.h / T | 900 | 850 | 850 | 800 | 750 | 700 | 650 | 620 | 600 |
| Consumo de enerxía (ferro fundido) | Kw.h / T | 850 | 800 | 800 | 750 | 700 | 650 | 630 | 610 | 580 |
| Consumo de enerxía (cobre) | Kw.h / T | 500 | 500 | 500 | 490 | 480 | 480 | 400 | 390 | 380 |
| Consumo de enerxía (aluminio) | Kw.h / T | 780 | 750 | 750 | 710 | 670 | 620 | 600 | 570 | 540 |
| Refrixeración por auga | T / h | 3 | 5 | 5 | 7 | 8 | 10 | 15 | 18 | 25 |
1. Unha nova xeración de efecto de aforro de enerxía do forno de indución IF ten un pequeno impacto da enerxía, forxando e derretendo alta eficiencia, uniformidade da temperatura, perda de oxidación do pequeno, fácil de controlar, o efecto de illamento térmico é bo, etc. Se o sistema de control do forno de inducción que utiliza a teoría de conversión de potencia AC-DC controlada por silicio, o control dixital sen retransmisión, con alta fiabilidade e alta frecuencia operativa de capacidade anti-bloqueo con seguimento automático, procesos de traballo sen intervención humana, coinciden automaticamente coa carga e poder. A sobrecorriente, a sobretensión, a falta de fase, a capacidade de protección de presión de auga insuficiente que permite que os dispositivos se producen fallos durante a operación non danen os compoñentes, reducindo o uso de equipos e os custos de mantemento. Con calor penetrante, fusión, soldadura, tratamento térmico e sinterización, como apoiar o uso de monocristal extraído. Pode aumentar o sistema de retroalimentación da temperatura, a composición do sistema de axuste automático de circuíto pechado de temperatura: aumentar a temperatura de separación conectada ás máquinas, para conseguir só enviar a temperatura de forxa cualificada da estación da peza. A adición de interfaces especializadas, acepta o PLC ou a "interface home-máquina", o control da máquina industrial e o sistema de calefacción para conseguir un control intelixente, xunto cun instrumento intelixente de control de temperatura para o control de temperatura de precisión da implementación de fundición e conformación en quente.
O forno de indución 2 consta de:
IF fonte de alimentación de control, gabinetes condensadores, corpo de forno (aluminio ou aceiro), maquinaria (hidráulica) Pour calentador de instalacións, distribuidor de auga, molde de crucible (crisol de grafito, crucible de ferro), cables arrefriados con auga, conectores Cobre
3 equipo opcional de apoio:
Na liña de transformadores, centralita de alta tensión, sistema de refrixeración de auga, cambio de interruptor de forno, dispositivo de alarma de forno de escape, revestimento de dispositivo de expulsión




