






Forno forxado de billetes metálicos
descrición
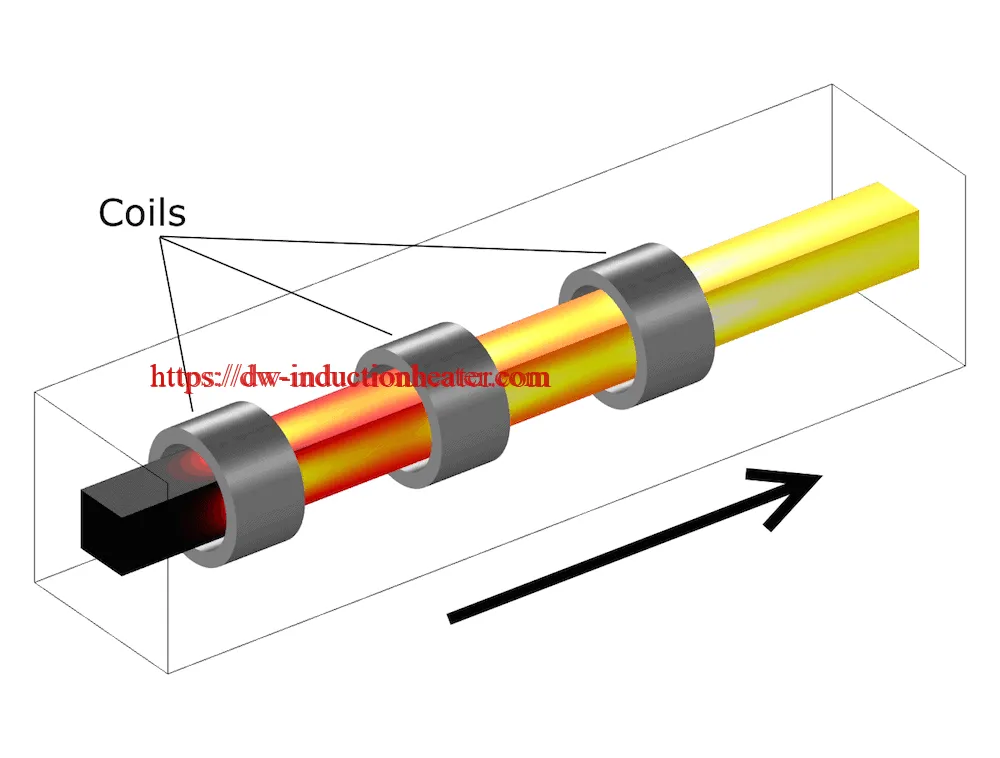
Forno forxado metálico metálico con inducción para o quentamento de tarugos de aceiro cobre / aluminio / ferro antes da formación en quente
Calefacción de indución é amplamente empregada na industria de forxado en quente billete de metais para quentar a tixola que se forxa en quente. Na industria de aceiro, os aceiros de forxado en quente quéntanse a temperaturas ao redor de 1000 oC-1250 oC segundo o contido de carbono e os elementos de aleación. O proceso de forxado en quente require un calentamiento de alta temperatura do boleto de xeito uniforme ao longo do lado transversal e do lado transversal do boleto. Xeralmente a temperatura inicial do boleto está na temperatura ambiente e requírese para quentar por riba da temperatura de recristalización para o proceso de forjamento en quente. Hai varios xeitos de quentar o metal en forjamento en quente, incluíndo a calefacción por inducción, o forno a gas, o forno a lume de aceite, o aquecedor de infravermellos e o aquecedor de resistencia eléctrica. O calentamiento por inducción ten varias vantaxes sobre os outros métodos de calefacción en forjamento en quente. Primeiro de todo, os sistemas de calefacción por inducción crean unha intensidade de calor moi rápida en parte definida do metal. Ademais, os sistemas de calefacción por indución son sistemas de arranque rápido, xa que estes sistemas non necesitan un tempo de precalentamiento como no calefacción do forno. Ademais, o tempo de calefacción é incompatible con outros métodos. Comparado co quentamento do forno de gas e aceite, o control e repetición da mesma condición de calefacción para o tempo diferente é máis fácil de conseguir. A automatización pode aplicarse aos sistemas de calefacción por indución. Requirirá un espazo mínimo. Calefacción de indución tamén é máis eficiente e máis ecolóxico. Non haberá ningunha emisión de combustión nociva no medio ambiente como no calefacción do forno de gas e aceite. Máis aínda, os fornos a gases resultan cunha calidade superficial deficiente debido á formación de escalas. A calefacción por inducción proporciona unha redución significativa na formación e descarburación de escalas no tope calefactado.
Descrición do produto
Para quentar varios materiais de barras: como aceiro e ferro, bronce, latón, aliaxe de aluminio, etc.
A imaxe só para referencia, a cor cambia con potencia diferente.
Funcións e especificacións especiais personalizadas segundo as necesidades do cliente.
Características e vantaxes:
1. Automático: alimentación automática, a selección automática da peza é boa ou mala, medición automática da temperatura, descarga automática.
2. Deseño integrado: aforrar tempo, custo e espazo na instalación.
3. O panel de operacións incrustado mostra os estados de funcionamento da máquina para facilitar o diagnóstico de fallos.
| características | detalle | |
| 1 | Calefacción rápida e estable | aforrar entre un 20% e un 30% de enerxía eléctrica do xeito tradicional;
Alta eficiencia e baixo consumo de enerxía |
| 2 | De tamaño pequeno | Fácil de instalar, operar e reparar |
| 3 | Seguro e fiable | Non hai alta tensión, moi segura para os teus traballadores. |
| 4 | Un sistema de circulación de arrefriamento | Capaz de funcionar continuamente 24 horas |
| 5 | Auto-protección completa función |
moitos tipos de lámpadas de alarma: exceso de corrente, sobretensión, exceso de calor, escaseza de auga, etc. Estas lámpadas poden controlar e protexer a máquina. |
| 6 | Protección ambiental | Case ningunha capa de óxido, non produciu escape, sen auga residual |
| 7 | Tipo IGBT | Evite a interrupción da rede eléctrica non relacionada; Asegurar a longa vida da máquina. |
Parámetro do forno de forjado en quente billete de metais:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Tensión de entrada | Fases 3, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Corrente de entrada máxima | 320A | 400A | 480A | 640A | 800A | 960A | |
| Frecuencia oscilante | 0.5KHz ^ 20KHz (A frecuencia oscilante personalizarase segundo o tamaño das partes de calefacción) | ||||||
| Carga do ciclo de traballo | 100%, 24h traballa continuamente | ||||||
| Desexos de auga de refrixeración | 0.1 MPa | ||||||
| dimensión | Anfitrión | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Extensión | a extensión personalizarase segundo o material e o tamaño das pezas de calefacción | ||||||
| peso | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Depende da dimensión da extensión | |||||||
No forno de forxado en metais de inducción, quéntase a totalidade das tarugos ou da paleta. Normalmente utilízase unha tolva ou cunca para presentar automáticamente as tarugas en liña para os rolos de aperte, as unidades de tractor con cadea ou, nalgúns casos, empuñadores pneumáticos. A continuación, os manguitos son conducidos a través da bobina un detrás do outro en raíles refrixerados por auga ou revestimentos cerámicos son usados a través do burato da bobina que reduce a fricción e evitar o desgaste. A lonxitude da bobina é unha función do tempo de absorción requirido, do tempo de ciclo por compoñente e da lonxitude do boleto. Nos traballos de sección transversal de gran volume, non é raro ter bobinas 4 ou 5 en serie para dar 5 m (16 ft) de bobina ou máis.







