Fin de eclosión de indución
descrición
Eje de corte de inducción con sistema de calefacción de inducción de alta frecuencia
Obxectivo Recocer o extremo dun eixe do motor hidráulico de aceiro antes do mecanizado
Varilla de aceiro de material de 75 "(19 mm) de diámetro, 6 mm de longo cunha chaveta ao final
Temperatura 1350 ºF (732 ºC)
Frecuencia 300 kHz
Equipamento • Sistema de calefacción por indución DW-UHF-10 kW, equipado cun cabezal de traballo remoto que contén un condensador de 1.0 μF
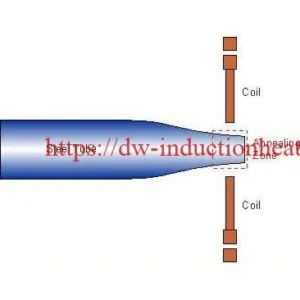
• Unha bobina de calefacción por indución deseñada e desenvolvida especificamente para esta aplicación.
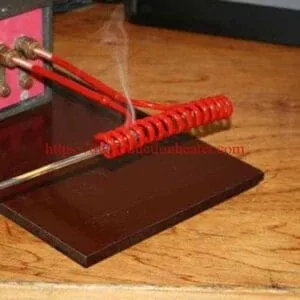
Proceso Unha bobina helicoidal de tres voltas úsase para recoñecer o eixe do motor.
O extremo do eixe do motor colócase na bobina e aplícase potencia durante 20 segundos para alcanzar os 1350 ºC e converter o aceiro en vermello.
Resultados / beneficios O calentamiento de indución proporciona:
• Alta eficiencia e baixo custo enerxético
• Colocación precisa e controlable da calor para recocer só a área requirida
• Proceso de produción máis rápido
• Resultados consistentes