Eixe de endurecemento superficial de indución para eixo de armadura
descrición
Endurecemento superficial de indución para o eixe da armadura
Obxectivo
Endurecemento superficial de indución o extremo do engrenaxe dun eixe de armadura a 58-65 Rockwell C a unha profundidade de 0.02 "(. 51mm) na liña central dos dentes e a 49-55 Rockwell C a unha profundidade de .010" (.3mm) na liña central da raíz.
Material: eixe de armadura de aceiro que mide 7 ″ (177.8 mm) de lonxitude cun diámetro de engrenaxe de aproximadamente 1/2 (12.7 mm).

Temperatura: 1700ºC
Frecuencia: 140 kHz
equipamento

• Sistema de calefacción por indución DW-UHF-30kW equipado cun cabezal de traballo remoto que contén dous (2) condensadores
en total 0.5 µF
• Simulador de entrada de 4-20 mA
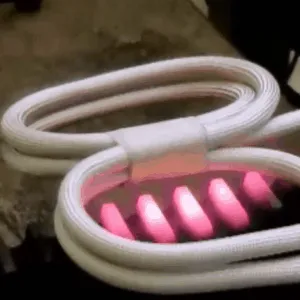
• Unha bobina de calefacción de indución deseñada e desenvolvida especificamente para esta aplicación.

Proceso
Utilízase unha bobina helicoidal de cinco xiros para quentar o extremo do engrenaxe do eixe a 1700ºC durante 926.7 segundos para acadar a dureza desexada.
Resultados / Beneficios
A calefacción por indución proporciona:
• Precisión do punto pin
• Máxima repetibilidade
• Tempo de ciclo máis rápido