Soldadura por precalentamento por indución exa automóbil
descrición
Soldadura por precalentamento por indución exa automóbil
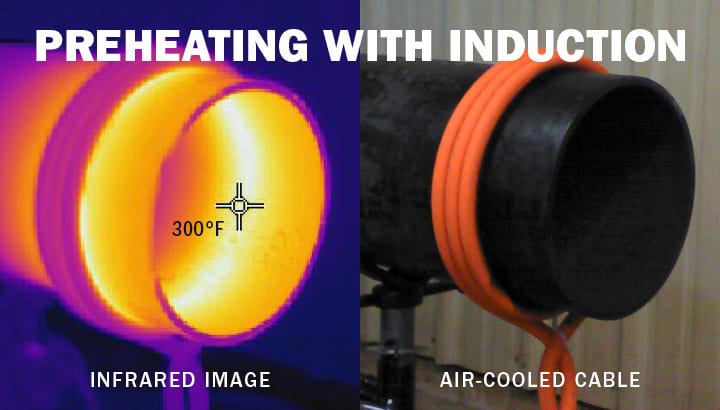
Obxectivo: Precalentar un eixo de aceiro de 3.6 "(91 mm) de diámetro exterior con tres liñas de soldadura a 662 ºC e cada liña de soldadura quentándose a temperatura dentro de cinco segundos
![]() material: O cliente forneceu un eixo de aceiro OD de 3.6 "(91 mm)
material: O cliente forneceu un eixo de aceiro OD de 3.6 "(91 mm)
Temperatura: 662 ºF (350 ºC)
frecuencia: KHz 121
Equipamento: DW-HF-45kW 50-150 kHz sistema de calefacción de indución equipado cunha estación de calor remota que contén oito condensadores de 1.0 μF en serie paralela
- Un único orificio interno de posición bobina de indución de calefacción deseñado e desenvolvido específicamente para esta aplicación.
 Proceso de prequecemento por indución: O axel de aceiro pintouse con pintura que indicaba a temperatura e un termopar foi unido á peza. Colocouse a bobina de calefacción por indución dentro do eixo de aceiro e acendeuse a fonte de alimentación. Esta aproximación permitiu quentar a liña de soldadura a 662 ºC en cinco segundos segundo o desexe o cliente. A fonte de alimentación pode programarse para apagarse despois do tempo de quecemento desexado: cinco segundos neste caso. Despois, a bobina pódese mover á segunda liña de soldadura e á terceira liña de soldadura.
Proceso de prequecemento por indución: O axel de aceiro pintouse con pintura que indicaba a temperatura e un termopar foi unido á peza. Colocouse a bobina de calefacción por indución dentro do eixo de aceiro e acendeuse a fonte de alimentación. Esta aproximación permitiu quentar a liña de soldadura a 662 ºC en cinco segundos segundo o desexe o cliente. A fonte de alimentación pode programarse para apagarse despois do tempo de quecemento desexado: cinco segundos neste caso. Despois, a bobina pódese mover á segunda liña de soldadura e á terceira liña de soldadura.
Proceso de resultados / beneficios: Coa bobina dentro do eixe, non se interpón e pódese mover facilmente á seguinte liña de soldadura
- Velocidade: a indución e o proceso proposto permiten quentar as liñas de soldadura a temperatura dentro do obxectivo
tempo
- Probas de laboratorio gratuítas: trátase dun novo proxecto para o cliente e as probas de solicitude de servizo de laboratorio de HLQ permitiron ao cliente
probar a súa aplicación e deseñouse un enfoque innovador




