Ejes de perforación de inducción
descrición
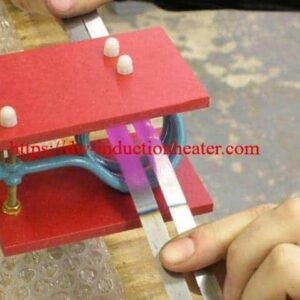
Eixos de perforación de indución con alta frecuencia
Obxectivo Quentar 431 parafusos de aceiro inoxidable a 1850ºC e parafusos de aceiro Inconel e 1010 a 8740ºC para recocer
Material Varios tamaños de parafuso de aceiro inoxidable 431, inconel e aliaxe 8740
Temperatura 1000ºF (538ºC) e 1850ºF (1010ºC)
Frecuencia 280KHz
Equipamento • Sistema de calefacción por indución DW-UHF-4.5kW, equipado cun cabezal de traballo remoto que contén un condensador de 0.66 μF.
• Unha bobina de calefacción por indución deseñada e desenvolvida especificamente para esta aplicación.
Proceso Úsase unha bobina helicoidal de tres voltas para quentar o eixe dos parafusos durante 10 a 12 segundos nos parafusos grandes e de 18 a 20 segundos nos parafusos máis pequenos usando a mesma bobina.
Resultados / beneficios O calentamiento de indución proporciona:
• Calefacción mans libres que non implica habilidades para o fabricante
• Proceso sen chamas
• Precisa a precisión e o ciclo repetible despois do ciclo