intercambiador de calefacción de brazos
descrición
Obxectivo
Tubo de cobre de brazos de inducción do conxunto do intercambiador de calefacción mediante bobina C estacionaria ou sistema de calefacción por inducción en forma de U.
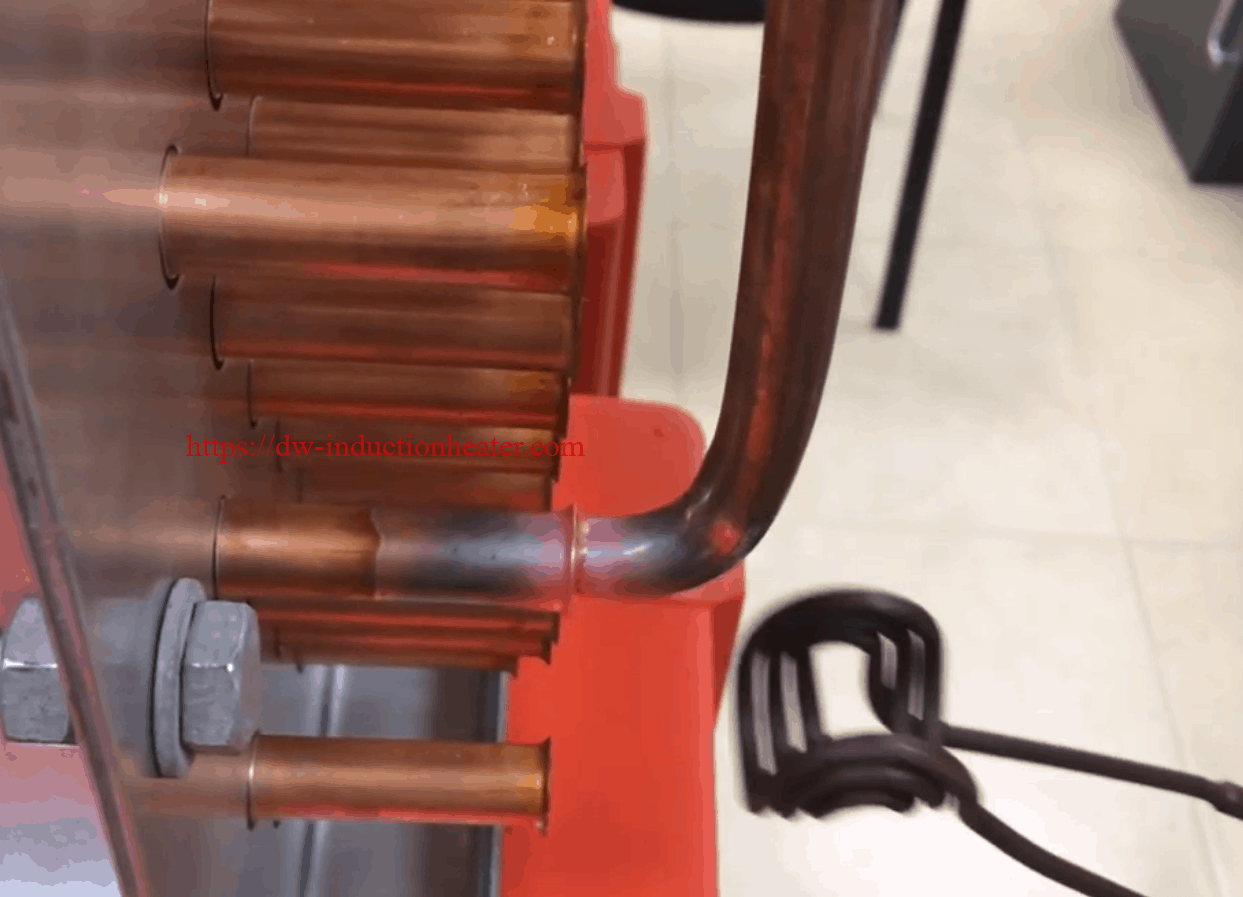
A velocidade de destino para a montaxe das 6 xuntas foi de 30 segundos, ou aproximadamente de 5 segundos por articulación.
O requisito era enlazar todas as xuntas dentro da carcasa sen afectar as tapas de plástico.
equipamento
DWS-20 máquina de brasar de indución manual

Obras
• Tubos de cobre
• Fluxo de soldadura
Parámetros principais
Temperatura: aproximadamente 1292 ° F (700 ° C)
Potencia: 15 kW
Tempo: 5 segundos por articulación

Proceso:
A forma de bobina personalizada é axeitada para brasagem por inducción de mostras personalizadas.

Resultados / Beneficios:
Antes da brasa de cobre, o cliente utilizaba a brasa e tiña que frear as xuntas fóra do recinto.

Co Soldadura por inducción, conseguiron os seguintes beneficios:
- Amarre no recinto
- Mellora a produtividade da operación de brazado
- Control preciso do tempo e da temperatura
- Calefacción segura sen chamas abertas
- Maior eficiencia enerxética







