Que é o proceso superficial de tratamento térmico por indución?
Calefacción de indución é un proceso de tratamento térmico que permite o quecemento moi dirixido de metais por indución electromagnética. O proceso depende de correntes eléctricas inducidas dentro do material para producir calor e é o método preferido empregado para unir, endurecer ou suavizar metais ou outros materiais condutores. Nos modernos procesos de fabricación, esta forma de tratamento térmico ofrece unha combinación beneficiosa de velocidade, consistencia e control. Aínda que os principios básicos son ben coñecidos, os modernos avances en tecnoloxía de estado sólido fixeron que o proceso sexa moi sinxelo e que sexa un método de calefacción rentable para aplicacións que impliquen unir, tratar, quentar e probar materiais. 
O tratamento térmico por indución, mediante o uso altamente controlable dunha bobina quentada eléctricamente, permitirá seleccionar as mellores características físicas non só para cada parte metálica, senón para cada sección desa parte metálica. O endurecemento por indución pode conferir unha durabilidade superior aos soportes e seccións do eixe sen sacrificar a ductilidade necesaria para tratar as vibracións e as cargas de choque. Pode endurecer as superficies internas dos soportes e os asentos das válvulas en partes complicadas sen crear problemas de distorsión. Isto significa que é capaz de endurecer ou recocer áreas específicas de durabilidade e ductilidade de xeito que mellor atenderá ás súas necesidades.
Beneficios dos servizos de tratamento térmico por indución
- Tratamento térmico enfocado O endurecemento da superficie conserva a ductilidade orixinal do núcleo mentres endurece unha zona de alto desgaste da peza. A área endurecida contrólase con precisión respecto á profundidade, ancho, localización e dureza da caixa.
- Coherencia optimizada Elimine as incoherencias e os problemas de calidade asociados á chama aberta, ao quecemento da antorcha e a outros métodos. Unha vez que o sistema está calibrado e configurado correctamente, non hai traballo de adiviñación nin variación; o patrón de calefacción é repetible e consistente. Con modernos sistemas de estado sólido, o control preciso da temperatura proporciona resultados uniformes.
- Produtividade maximizada As velocidades de produción pódense maximizar porque a calor desenvólvese directa e instantaneamente (> 2000º F. en <1 segundo) dentro da peza. A posta en marcha é practicamente instantánea; non é necesario un ciclo de quecemento nin arrefriamento.
- Mellora da calidade do produto As pezas nunca entran en contacto directo cunha chama ou outro elemento calefactor; a calor indúcese dentro da propia peza alternando corrente eléctrica. Como resultado, minimízanse as taxas de deformación, distorsión e rexeitamento do produto.
- Consumo de enerxía reducido ¿Canso de aumentar as facturas dos servizos públicos? Este proceso de eficiencia enerxética única converte ata o 90% da enerxía gastada en calor útil; os fornos por lotes normalmente só son un 45% eficientes en enerxía. Non se requiren ciclos de quecemento nin arrefriamento polo que as perdas de calor en espera redúcense ao mínimo.
- Ambientalmente sonoro A queima de combustibles fósiles tradicionais non é necesaria, o que resulta nun proceso limpo e non contaminante que axudará a protexer o medio ambiente.
Cal é a calefacción de indución?
Calefacción por inducción é un método de quentamento sen contacto de corpos, que absorben a enerxía dun campo magnético alterno, xerado pola bobina de indución (indutor).
Hai dous mecanismos de absorción de enerxía:
- xeración de correntes de bucle próximo (remuíño) dentro do corpo que provocan o quecemento debido á resistencia eléctrica do material do corpo
- calefacción por histéresis (¡SÓ para materiais magnéticos!) Debido a unha fricción de micro volumes magnéticos (dominios), que xiran seguindo a orientación do campo magnético externo
Principio de calefacción por indución
Cadea de fenómenos:
- Alimentación por calefacción por indución entrega corrente (I1) á bobina de indución
- As correntes da bobina (amperios) xeran campo magnético. As liñas de campo están sempre pechadas (lei da natureza!) E cada liña vai arredor da fonte actual: xiros en bobina e peza de traballo
- O campo magnético alterno que atravesa a sección transversal da peza (unido á peza) induce tensión na peza
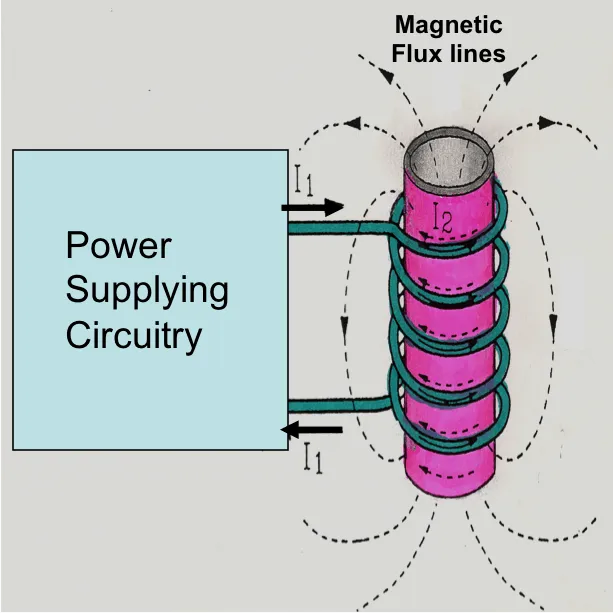
- A tensión inducida crea correntes de Foucault (I2) na parte que flúe en dirección oposta á corrente da bobina sempre que sexa posible
- As correntes de Foucault xeran calor na peza
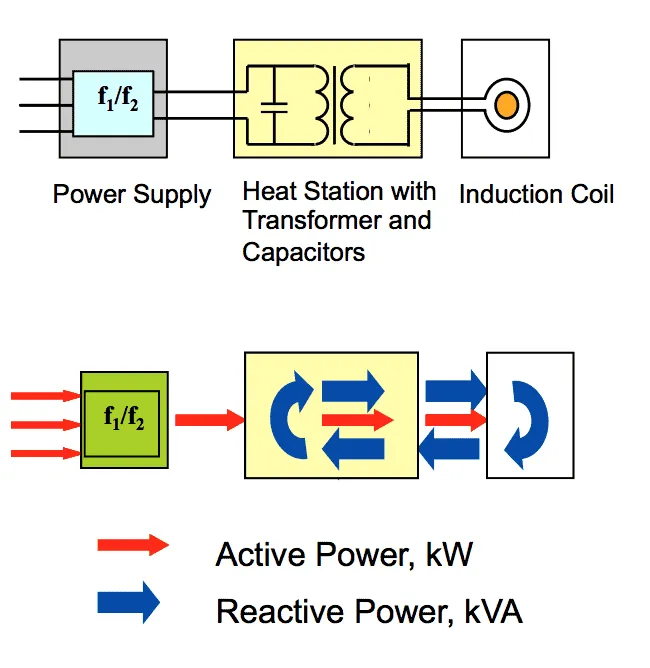
Caudal de enerxía en instalacións de calefacción por indución
A corrente alterna cambia de dirección dúas veces durante cada ciclo de frecuencia. Se a frecuencia é de 1 kHz, a corrente cambia de dirección 2000 veces nun segundo.
Un produto de corrente e tensión dá o valor da potencia instantánea (p = ixu), que oscila entre a fonte de alimentación e a bobina. Podemos dicir que a potencia está sendo parcialmente absorbida (potencia activa) e parcialmente reflectida (potencia reactiva) pola bobina. A batería do condensador úsase para descargar o xerador da enerxía reactiva. Os condensadores reciben potencia reactiva da bobina e envíana de volta á bobina soportando oscilacións.
Un circuíto "bobina-transformador-condensadores" chámase circuito resonante ou tanque.