Dispositivo de encolado de inducción para inserciones con calentador de encastraje IGBT
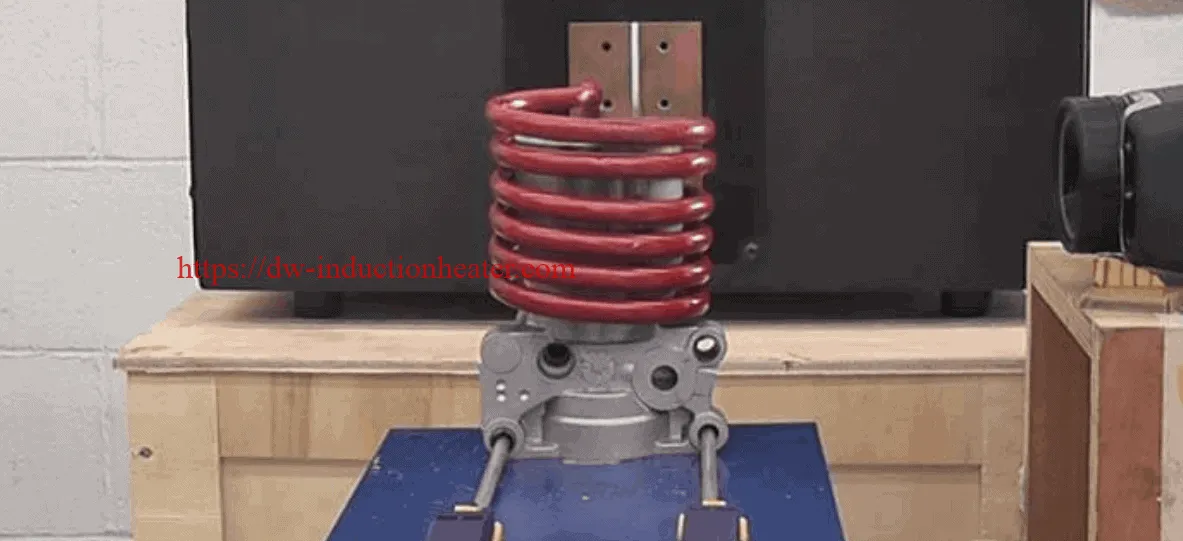
Obxectivo: quentar unha carcasa de bomba de combustible de aluminio de 8 "x 4 1/2" x 3 1/2 "a 3750F, permitindo a inserción de pezas de aceiro. Actualmente as carcasas quéntanse durante máis dunha hora nun forno de convección. As áreas que deben inserir pezas de aceiro miden 1.5 "e 0.6875" de diámetro. Ademais, o proceso de inserción dura algo máis dun minuto, polo que se debe manter 3750F durante un
período de tempo para completar o proceso.
Material: Carcasa de bomba de aluminio que mide 8 "x 4 1/2" x 3 1/2 "
Pezas de inserción de aceiro.
Temperatura: 3750F
Aplicación: Utilizando a fonte de alimentación de indución de estado sólido de 25 kW de potencia DW-HF-25, obtivéronse os seguintes resultados.
- Alcanzouse o 3750F nun (1) minuto para permitir a inserción.
- 20 carcasas quentáronse con éxito usando unha bobina de panqueiques de ángulo recto de cinco (5) xiros.
Equipo: fonte de alimentación de indución de estado sólido de potencia 25 Ameritherm SP 25, 1 kW, incluíndo unha (4) estación de calor remota que contén catro (1.0) condensadores que suman 5 μF e unha bobina de panqueque de ángulo recto de cinco (3) voltas feita de cobre de 16/XNUMX " tubo.
Frecuencia: 80 kHz




