placas de cobre brasing xuntas superpostas
descrición
Obxectivo
O obxectivo da proba de aplicación é coar xuntas superpostas de cobre e latón con inducción para substituír a operación de antorcha. As xuntas superiores poden ser de latón a latón ou cobre a cobre.
O proceso de antorcha actual produce excesivos contaminantes no conxunto e require unha extensa transformación despois da operación de soldadura.
equipamento
DW-HF-25kw máquina de calefacción por inducción

Obras
• Placas de cupón de cobre e latón
• Aleación do braze - EZ Flo 45

Parámetros clave - Placas de cobre
Potencia: 15 kW
Calor a Temp.: Aproximadamente 1350 ° F (732 ° C)
Tempo: tempo medio - 2 minutos

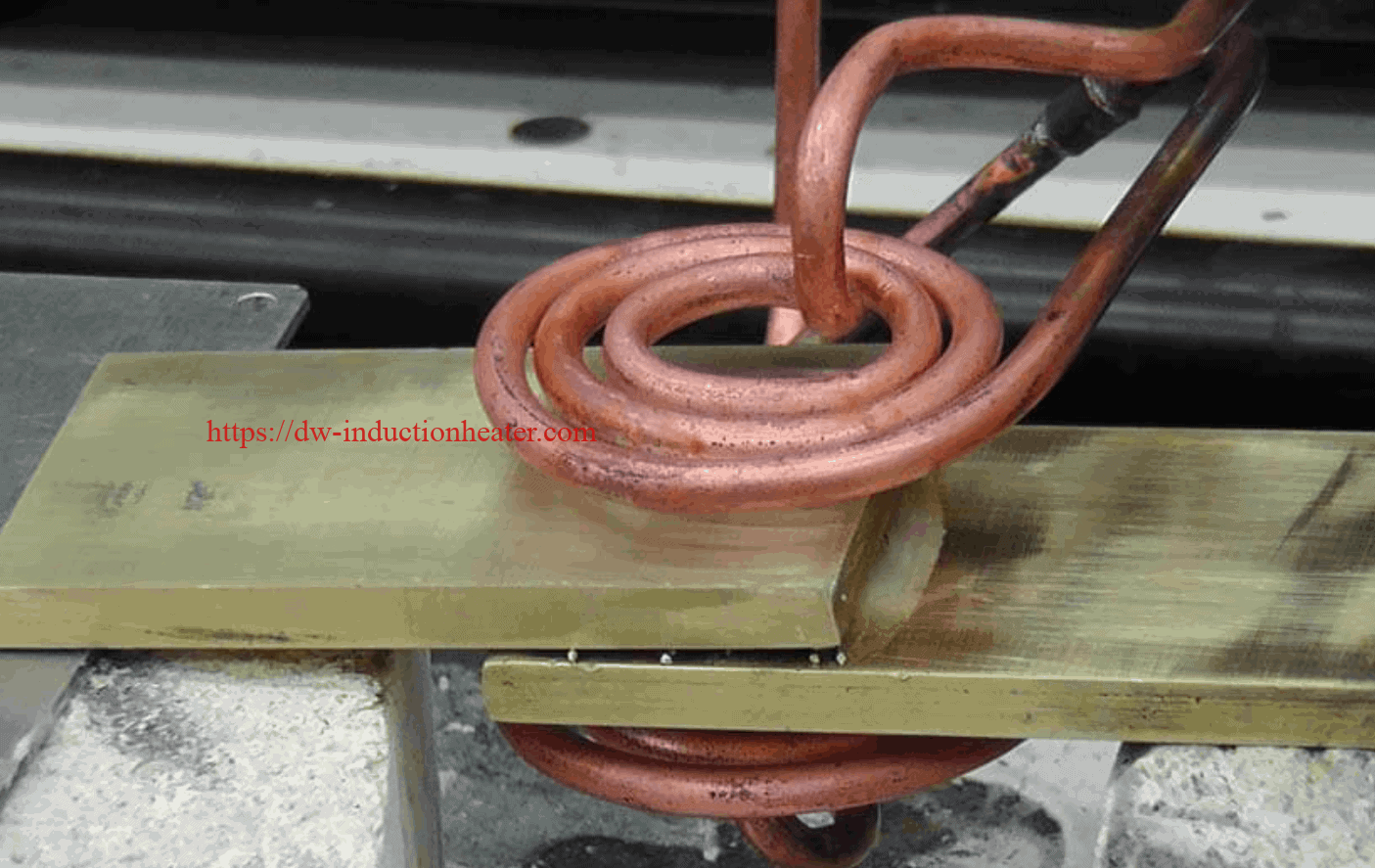
Proceso e Resultados
- O fío EZ Flo 45 cortouse en lonxitudes de 2 "(50.8 mm) e colocouse na zona da interface.
- As montaxes foron configuradas (ver fotos) e quentáronse calefacción por indución durante un tempo medio de 2 minutos para fluír a aleación e acadar o forro.
Parámetros clave: placas de cupón de latón de cobre
Potencia: 15 kW
Calor a temperatura: Aproximadamente 1350 ° F (732 ° C)
Tempo: tempo medio - 2 minutos

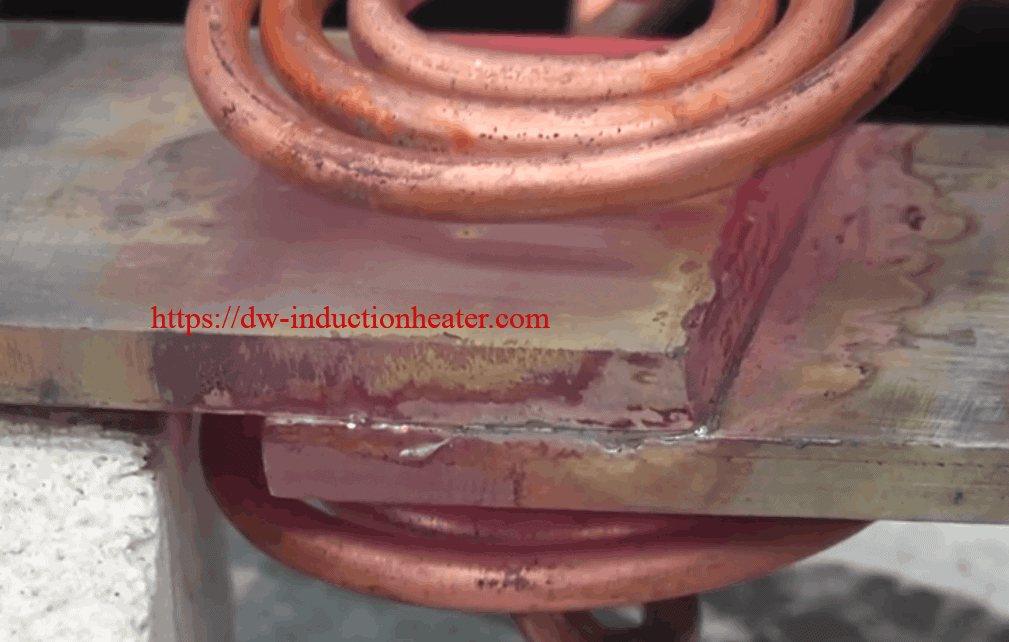
Proceso e Resultados
- O fío EZ Flo 45 cortouse en lonxitudes de 2 "(50.8 mm) e colocouse na zona da interface.
- As montaxes foron configuradas (ver fotos) e quentáronse durante un tempo medio de 2 minutos para fluír a aleación e acadar a Soldadura por inducción.





