Forxa de inducción
descrición
Forxa por indución e conformación en quente A tecnoloxía é un método de deformación plástica dun metal realizado martelando nunha soa peza de metal. Metal forxado de indución e formación quente son excelentes aplicacións de calefacción de indución. Os forxados industriais e os procesos de conformación en quente inclúen a dobraxe ou a conformación dunha tacada de metal ou floración despois de que se calde a unha temperatura na que a súa resistencia á deformación é débil. Tamén se poden empregar bloques de materiais non férreos. As instalacións de forxado de entrada instaláronse en moitos países, principalmente no sector metalúrxico e de fundición. Algúns exemplos de materiais que se poden procesar con forxado de indución e formigón en quente son o aluminio, latón, cobre, ferro de aceiro e aceiro inoxidable.
As temperaturas aproximadas de formigón en quente dos materiais industriais máis utilizados son:
• Acero 1200º C • Latón 750º C • Aluminio 550º C
Forxado total / Aplicacións de formigón en quente
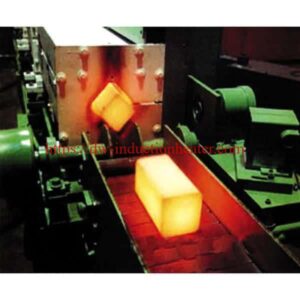
 proceso de formación quente de inducción
proceso de formación quente de inducciónAs máquinas de calefacción de indución son comunmente usadas para quentar tarugos de aceiro, barras, bloques de latón e bloques de titanio á temperatura adecuada para forxar e formar quente.
Remata as aplicacións de forxado / formigón en quente
O calentamiento de indución tamén se usa para quentar partes como os extremos do tubo, os extremos do eixe, as partes automotrices e os extremos da barra para os procesos de forxado e formación parcial.
As vantaxes de formación de forxado / quente
Cando se compara aos fornos convencionais, o forno de forxado de inducción ofrece importantes beneficios de proceso e calidade:
1. Tempo de calefacción moito menor, minimizando a escalada ea oxidación
2. Control de temperatura preciso e preciso. Pódense detectar e eliminar pezas a temperaturas fóra das especificacións
3. Non hai tempo perdido esperando que o forno suba ata a temperatura necesaria
4. As máquinas automáticas de calefacción de indución requiren un traballo manual mínimo
5. A calor pode dirixirse a un punto específico, que é moi importante para pezas con só unha área de formación.
6. Maior eficiencia térmica: a calor xérase na propia peza e non necesita ser quentada nunha gran cámara.
7. Mellores condicións de traballo. A única calor presente no aire é a das partes. As condicións de traballo son moito máis agradables que co forno de combustible.