



Reactor de aceiro inoxidable por indución de calefacción
descrición
Calefacción por indución 304 #, 310 #, 316 # caldeiro de reacción de aceiro inoxidable, recipiente inoxidable
Reactores químicos de quecemento por indución para reactores e caldeiros, autoclaves, vasos de proceso, tanques de almacenamento e decantación, baños, cubas e vasos fixos, vasos a presión, vaporizadores e sobrecalentadores, intercambiadores de calor, tambores rotativos, tubos, recipientes quentados de combustible e recipientes químicos son os máis avanzados de calefacción de precisión método dispoñible para calquera procesamento de fluído.
 Os métodos tradicionais de quecemento de varios tipos de reactores utilizan basicamente fío de resistencia, gas, fuel oil, biocombustible ou outro quecemento indirecto. Case todos os métodos de calefacción usan o principio da diferenza de temperatura para conseguir a transferencia de calor. Por unha banda, este proceso de quecemento tradicional desperdiciarase enerxía térmica durante o proceso de transferencia e, por outra banda, reducirase a eficiencia de produción do equipo porque o tamaño da diferenza de temperatura afectará á velocidade de quecemento.
Os métodos tradicionais de quecemento de varios tipos de reactores utilizan basicamente fío de resistencia, gas, fuel oil, biocombustible ou outro quecemento indirecto. Case todos os métodos de calefacción usan o principio da diferenza de temperatura para conseguir a transferencia de calor. Por unha banda, este proceso de quecemento tradicional desperdiciarase enerxía térmica durante o proceso de transferencia e, por outra banda, reducirase a eficiencia de produción do equipo porque o tamaño da diferenza de temperatura afectará á velocidade de quecemento.
o calefactor de inducción electromagnética usa a chaleira de reacción como portador e substitúe o quecemento de transferencia tradicional por un quecemento electromagnético e induce directamente o quecemento do corpo da chaleira de reacción, polo que se pode mellorar a velocidade de quecemento. Ao mesmo tempo, a bobina pódese dispor na parede exterior o f a chaleira de reacción, e o dispositivo de calefacción non se danará debido á alta temperatura na chaleira de reacción. Ao mesmo tempo, non hai emisións causadas polo proceso de quecemento durante o proceso de quecemento, o que resolve o problema da baixa eficiencia de produción dos equipos de calefacción tradicionais e o mantemento dos elementos de calefacción. Problemas frecuentes e contaminación ambiental causada pola queima.
f a chaleira de reacción, e o dispositivo de calefacción non se danará debido á alta temperatura na chaleira de reacción. Ao mesmo tempo, non hai emisións causadas polo proceso de quecemento durante o proceso de quecemento, o que resolve o problema da baixa eficiencia de produción dos equipos de calefacción tradicionais e o mantemento dos elementos de calefacción. Problemas frecuentes e contaminación ambiental causada pola queima.
- Enerxía eficiente
A calefacción por indución ten unha eficiencia superior ao 98 % á hora de converter a electricidade en calor, o que supón un aforro enerxético do 30 % e máis. - Seguro e fiable
Xunto co control intelixente, o quecemento por indución elimina a necesidade de chama aberta e medios de calefacción, garantindo un funcionamento máis seguro. - Eco-friendly
Sen necesidade de chama aberta, a calefacción por indución non produce po, cheiro, ruído e gases perigosos, conforme aos requisitos da Política Nacional de Conservación da Enerxía. - Control dixital
O sistema de control dixital garante un control preciso da temperatura, ofrecendo un funcionamento intelixente. - Estrutura compacta, fácil mantemento


Temos máquina de calefacción por inducción de 1 KW ~ 500 KW. A temperatura de calefacción 0~650 C. Podemos facer unha máquina de calefacción por indución adecuada para diferentes tipos de reactores.
A vantaxe do quecemento por indución para o quecemento reactivo:
1. Velocidade de calefacción rápida con alto efecto de calefacción
2. Non hai contacto físico entre a bobina de indución e a parede do recipiente quente
3. Inicio e apagado instantáneos; sen inercia térmica
4. Baixa perda de calor
5. Control de temperatura de parede do produto e do recipiente de precisión sen disparos excesivos
6. Alta entrada de enerxía, ideal para control automático ou microprocesador
7. Zona de perigo segura ou funcionamento industrial estándar en tensión de liña
8. Calefacción uniforme sen contaminación a alta eficiencia
9. Baixos custos de funcionamento 
10. Temperatura baixa ou alta
11. Sinxelo e flexible de operar
12. Mantemento mínimo
13. Calidade do produto consistente
14. A calefacción é autónoma e ten un espazo mínimo no chan
15. Seguro e estable durante 24 horas de traballo e máis de 10 anos de vida laboral
Deseños de bobinas de calefacción por indución están dispoñibles para adaptarse a embarcacións metálicas e tanques da maioría das formas e formas que van desde algúns centímetros ata varios metros de diámetro ou lonxitude. O aceiro suave, o aceiro suave revestido, o aceiro inoxidable sólido ou os envases non ferrosos pódense quentar con éxito. Xeralmente recoméndase un espesor mínimo de parede de 6 a 10 mm.
o máquina de precalentamento por soldadura por indución inclúen:
1. potencia de calefacción por indución.
2. Bobina de calefacción por indución.
3. Estenda o cable
4. Termopar tipo K, etc.
A calefacción por indución ofrece beneficios que non se atopan noutros sistemas: mellorada a eficiencia da produción da planta e mellores condicións de funcionamento sen emisións significativas de calor ao contorno.
Industrias típicas que usan calefacción por proceso de indución:
• Reactores e caldeiros.
• Revestimentos adhesivos e especiais.
• Química, gas e petróleo.
• Procesamento de alimentos.
• Acabado metalúrxico e metálico, etc.
HLQ Fabricante de reactores químicos de calefacción por indución/sistema de recipientes
Temos máis de 20 anos de experiencia en calefacción por indución e desenvolveron, deseñaron, fabricaron, instalaron e puxeron en marcha sistemas de calefacción de tubos e buques a moitos países de todo o mundo. Debido a que o sistema de calefacción é naturalmente sinxelo e moi fiable, a opción de calefacción por indución debería considerarse a opción preferida. A calefacción por indución encarna todas as comodidades da electricidade que se levan directamente ao proceso e que se transforman para quentar exactamente onde se precisa. Pódese aplicar con éxito a practicamente calquera sistema de tubos ou embarcacións que precisen unha fonte de calor.

A indución ofrece moitos beneficios inalcanzables por outros medios e proporciona unha mellor eficiencia na produción da planta e mellores condicións de funcionamento xa que non hai emisións significativas de calor ao contorno. O sistema é especialmente adecuado para procesos de reacción de control estreito como a produción de resinas sintéticas nunha zona de perigo.
Como cada un recipiente de calefacción por indución é a medida de necesidades e requisitos específicos de cada cliente, ofrecemos tamaños diferentes con taxas de calefacción diferentes. Os nosos enxeñeiros tiveron moitos anos de experiencia na evolución da construción personalizada sistemas de calefacción de indución para unha ampla gama de aplicacións nunha ampla gama de industrias. Os quentadores están deseñados para adaptarse aos requirimentos precisos do proceso e están construídos para un axuste rápido ao buque tanto nas nosas obras como no lugar.
BENEFICIOS ÚNICOS

• Non hai contacto físico entre a bobina de indución e a parede do recipiente quentado.
• Inicio e apagado rápidos. Sen inercia térmica.
• Baixa perda de calor
• Control de temperatura do produto e da parede do recipiente de precisión sen disparos excesivos.
• Alta entrada de enerxía. Ideal para control automático ou microprocesador
• Zona de perigo segura ou funcionamento industrial estándar en tensión de liña.
• Calefacción uniforme sen contaminación a alta eficiencia.
• Baixos custos de funcionamento.
• Traballo a baixa ou alta temperatura.
• Sinxelo e flexible de operar.
• Mantemento mínimo.
• Calidade do produto consistente.
• Quentador autónomo na embarcación que xera un espazo mínimo no chan.
Deseños de bobinas de calefacción por indución están dispoñibles para embarcacións metálicas e tanques da maioría das formas e formas de uso actual. Que vai dende algúns metros centrais ata varios metros de diámetro ou lonxitude. O aceiro suave, o aceiro suave revestido, o aceiro inoxidable sólido ou os recipientes non férreos poden quentarse con éxito. Xeralmente recoméndase un espesor mínimo de parede de 6 mm.
Os deseños de clasificación de unidades varían de 1KW a 1500KW. Cos sistemas de calefacción por indución non hai límite na entrada de densidade de potencia. Calquera limitación que exista imponse pola capacidade máxima de absorción de calor do produto, proceso ou características metalúrxicas do material da parede do buque.
O quecemento por indución encarna todas as comodidades da electricidade tomadas directamente ao proceso e transformadas para quentar exactamente onde se precisa. Dado que a calefacción ten lugar directamente na parede do recipiente en contacto co produto e as perdas de calor son extremadamente baixas, o sistema é altamente eficiente (ata o 90%).
A calefacción por indución ofrece moitos beneficios que non se poden obter por outros medios e proporciona unha mellor eficiencia na produción da planta e mellores condicións de funcionamento, xa que non hai emisións significativas de calor ao contorno.
Industrias típicas que usan calefacción por proceso de indución:

• Reactores e caldeiros
• Revestimentos adhesivos e especiais
• Química, gas e petróleo
• Procesamento de alimentos
• Acabado metalúrxico e metálico
• Soldadura de precalentamento
• Revestimento
• Calefacción de moldes
• Axeitado e inadecuado
• Montaxe térmico
• Secado de alimentos
• Calefacción de fluídos por canalización
• Calefacción e illamento de tanques e buques

O arranxo de calefacción por liña de indución HLQ pode usarse para as aplicacións que inclúen:
• Calefacción de aire e gas para o procesamento de produtos químicos e alimentarios
• Calefacción por gasóleo para aceites de proceso e comestibles
• Vaporización e superquecemento: subida instantánea de vapor, temperatura / presión baixa e alta (ata 800ºC a 100 bar)
Os proxectos anteriores de buque e calefacción continuo inclúen:

Reactores e caldeiros, autoclaves, vasos de proceso, tanques de almacenamento e decantación, baños, cubas e vasos fixos, vasos a presión, vaporizadores e sobrecalentadores, intercambiadores de calor, tambores rotativos, tubos, vasos calefactores de dobre combustible
O proxecto anterior de calefacción en liña inclúe:
Quentadores de vapor súper quentados de alta presión, quentadores de aire rexenerativos, quentadores de aceite lubricante, quentadores de aceites comestibles e aceites de cociña, quentadores de gas que inclúen quentadores de nitróxeno, argón nitróxeno e gas rico catalítico (CRG).
Calefacción de indución é un método sen contacto para quentar selectivamente materiais eléctricamente condutores aplicando un campo magnético alternativo para inducir unha corrente eléctrica, coñecida como corrente de Foucault, no material, coñecido como susceptor, quentando así o susceptor. A calefacción por indución utilízase na industria metalúrxica durante moitos anos co propósito de quentar metais, por exemplo, fundición, refino, tratamento térmico, soldadura e soldadura. O quecemento por indución practícase nunha ampla gama de frecuencias, desde frecuencias de corrente alterna de ata 50 Hz ata frecuencias de decenas de MHz.
A unha frecuencia de indución dada, a eficiencia de calefacción do campo de indución aumenta cando hai un camiño de condución máis longo nun obxecto. As pezas de traballo sólidas grandes pódense quentar con frecuencias máis baixas, mentres que os obxectos pequenos requiren frecuencias máis altas. Para que se quente un obxecto de tamaño dado, unha frecuencia demasiado baixa proporciona un quecemento ineficiente xa que a enerxía no campo de indución non xera a intensidade desexada de correntes de Foucault no obxecto. Unha frecuencia demasiado alta, por outra banda, provoca un quecemento non uniforme xa que a enerxía no campo de indución non penetra no obxecto e as correntes de Foucault só se inducen na superficie ou preto dela. Non obstante, a calefacción por indución de estruturas metálicas permeables ao gas non se coñece na técnica anterior.
Os procesos da arte anterior para reaccións catalíticas en fase gasosa requiren que o catalizador teña unha área superficial elevada para que as moléculas de gas reactivo teñan o máximo contacto coa superficie do catalizador. Os procesos da arte anterior adoitan empregar un material catalizador poroso ou moitas partículas catalíticas pequenas, adecuadamente soportadas, para acadar a superficie requirida. Estes procesos da arte anterior dependen da condución, radiación ou convección para proporcionar a calor necesaria ao catalizador. Para lograr unha boa selectividade da reacción química, todas as partes dos reactivos deben experimentar unha temperatura uniforme e un ambiente catalítico. Para unha reacción endotérmica, a velocidade de entrega de calor ten que ser o máis uniforme posible en todo o volume do leito catalítico. Tanto a condución como a convección, así como a radiación, son intrínsecamente limitadas na súa capacidade de proporcionar a velocidade e uniformidade necesarias para a entrega de calor.
A patente GB 2210286 (GB '286), que é típica da técnica anterior, ensina a montar pequenas partículas de catalizador que non son condutoras eléctricamente sobre un soporte metálico ou a dopar o catalizador para facelo eléctricamente condutor. O soporte metálico ou o material dopante quéntase por indución e á súa vez quenta o catalizador. Esta patente ensina o uso dun núcleo ferromagnético que pasa centralmente polo leito catalizador. O material preferido para o núcleo ferromagnético é o ferro de silicio. Aínda que é útil para reaccións de ata uns 600 graos C., o aparello da patente GB 2210286 sofre severas limitacións a temperaturas máis altas. A permeabilidade magnética do núcleo ferromagnético degradaríase significativamente a temperaturas máis altas. Segundo Erickson, CJ, "Manual de calefacción para a industria", pp 84-85, a permeabilidade magnética do ferro comeza a degradarse a 600 C e efectivamente desaparece a 750 C. Dado que, na disposición do GB '286, a O campo no leito catalizador depende da permeabilidade magnética do núcleo ferromagnético, tal disposición non quentaría efectivamente un catalizador a temperaturas superiores a 750 C, e moito menos alcanzar os máis de 1000 C necesarios para a produción de HCN.
Tamén se cre que o aparello da patente GB 2210286 é químicamente inadecuado para a preparación de HCN. O HCN prodúcese reaccionando o amoníaco e un gas hidrocarbonado. Sábese que o ferro provoca a descomposición do amoníaco a temperaturas elevadas. Crese que o ferro presente no núcleo ferromagnético e no soporte do catalizador dentro da cámara de reacción de GB '286 causaría a descomposición do amoníaco e inhibiría, en lugar de promover, a reacción desexada de amoníaco cun hidrocarburo para formar HCN.
O cianuro de hidróxeno (HCN) é un produto químico importante con moitos usos na industria química e mineira. Por exemplo, a HCN é unha materia prima para a fabricación de adiponitrilo, acetona cianohidrina, cianuro de sodio e produtos intermedios na fabricación de pesticidas, produtos agrícolas, axentes quelantes e alimentación animal. O HCN é un líquido altamente tóxico que ferve a 26 graos C. e, como tal, está suxeito a estritas regulacións de embalaxe e transporte. Nalgunhas aplicacións, o HCN é necesario en lugares remotos distantes das instalacións de fabricación de HCN a grande escala. O envío de HCN a tales lugares implica riscos importantes. A produción do HCN nos sitios nos que se empregue evitaría os riscos que se atopan no seu transporte, almacenamento e manipulación. A produción in situ de pequena escala de HCN, utilizando procesos da arte anterior, non sería economicamente viable. Non obstante, a produción in situ de pequena escala, así como a grande escala, de HCN é viable técnica e economicamente usando os procesos e aparellos da presente invención.
O HCN pode producirse cando se xuntan compostos que conteñen hidróxeno, nitróxeno e carbono a altas temperaturas, con ou sen catalizador. Por exemplo, o HCN prodúcese normalmente pola reacción de amoníaco e un hidrocarburo, unha reacción moi endotérmica. Os tres procesos comerciais para facer HCN son os procesos Blausaure aus Methan und Ammoniak (BMA), Andrussow e Shawinigan. Estes procesos pódense distinguir polo método de xeración e transferencia de calor e por se se emprega un catalizador.
O proceso de Andrussow utiliza a calor xerada pola combustión dun hidrocarburo gasoso e osíxeno dentro do volume do reactor para proporcionar a calor de reacción. O proceso BMA utiliza a calor xerada por un proceso de combustión externa para quentar a superficie externa das paredes do reactor, que á súa vez quenta a superficie interna das paredes do reactor e proporciona así a calor de reacción. O proceso de Shawinigan utiliza unha corrente eléctrica que flúe a través de electrodos nun leito fluidizado para proporcionar a calor de reacción.
 No proceso de Andrussow, reacciona unha mestura de gas natural (unha mestura de hidrocarburos con alto contido de metano), amoníaco e osíxeno ou aire en presenza dun catalizador de platino. O catalizador normalmente comprende unha serie de capas de gasa de arame de platino / rodio. A cantidade de osíxeno é tal que a combustión parcial dos reactivos proporciona enerxía suficiente para precalentar os reactivos a unha temperatura de traballo superior a 1000 ° C., así como a calor de reacción necesaria para a formación de HCN. Os produtos de reacción son HCN, H2, H2O, CO, CO2 e cantidades traza de nitritos máis altos, que logo deben separarse.
No proceso de Andrussow, reacciona unha mestura de gas natural (unha mestura de hidrocarburos con alto contido de metano), amoníaco e osíxeno ou aire en presenza dun catalizador de platino. O catalizador normalmente comprende unha serie de capas de gasa de arame de platino / rodio. A cantidade de osíxeno é tal que a combustión parcial dos reactivos proporciona enerxía suficiente para precalentar os reactivos a unha temperatura de traballo superior a 1000 ° C., así como a calor de reacción necesaria para a formación de HCN. Os produtos de reacción son HCN, H2, H2O, CO, CO2 e cantidades traza de nitritos máis altos, que logo deben separarse.
No proceso BMA, unha mestura de amoníaco e metano flúe dentro de tubos cerámicos non porosos feitos dun material refractario a alta temperatura. O interior de cada tubo está revestido ou recuberto de partículas de platino. Os tubos colócanse nun forno de alta temperatura e quéntanse externamente. A calor condúcese a través da parede cerámica ata a superficie do catalizador, que é unha parte integral da parede. A reacción normalmente lévase a cabo a 1300 ° C cando os reactivos entran en contacto co catalizador. O fluxo de calor requirido é elevado debido á elevada temperatura de reacción, ao gran calor de reacción e ao feito de que a coque da superficie do catalizador pode producirse por debaixo da temperatura de reacción, o que desactiva o catalizador. Dado que cada tubo normalmente ten aproximadamente 1 "de diámetro, necesítase un gran número de tubos para cumprir os requisitos de produción. Os produtos de reacción son HCN e hidróxeno.

No proceso de Shawinigan, a enerxía necesaria para a reacción dunha mestura composta de propano e amoníaco é proporcionada por unha corrente eléctrica que flúe entre electrodos inmersos nun leito fluidizado de partículas de coque non catalíticas. A ausencia dun catalizador, así como a ausencia de osíxeno ou aire, no proceso de Shawinigan significa que a reacción debe executarse a temperaturas moi altas, normalmente superiores a 1500 graos C. materiais de construción para o proceso.

Aínda que, como se revelou anteriormente, sábese que o HCN pode producirse pola reacción de NH3 e un gas hidrocarbonado, como CH4 ou C3H8, en presenza dun catalizador metálico do grupo Pt, aínda hai que mellorar a eficiencia de tales procesos e outros relacionados, para mellorar a economía da produción de HCN, especialmente para a produción a pequena escala. É particularmente importante minimizar o consumo de enerxía e o avance do amoníaco mentres se maximiza a taxa de produción de HCN en comparación coa cantidade de catalizador de metais preciosos utilizado. Ademais, o catalizador non debe afectar negativamente á produción de HCN promovendo reaccións indesexables como o coque. Ademais, deséxase mellorar a actividade e a vida dos catalizadores empregados neste proceso. Significativamente, unha gran parte do investimento na produción de HCN está no catalizador do grupo platino. A presente invención quenta o catalizador directamente, en vez de indirectamente como na técnica anterior, e así cumpre estes desiderata.
 Como se comentou anteriormente, sábese que a calefacción por indución de frecuencia relativamente baixa proporciona unha boa uniformidade na entrega de calor a altos niveis de enerxía aos obxectos que teñen camiños de condución eléctrica relativamente longos. Ao proporcionar a enerxía de reacción a unha reacción catalítica en fase gas endotérmica, a calor precisa ser entregada directamente ao catalizador cunha mínima perda de enerxía. Os requirimentos de subministración uniforme e eficiente de calor a unha masa catalizadora de alta superficie permeable ao gas parecen entrar en conflito coas capacidades do quecemento por indución. A presente invención baséase en resultados inesperados obtidos cunha configuración de reactor na que o catalizador ten unha nova forma estrutural. Esta forma estrutural combina as características de: 1) unha lonxitude dun camiño de condución eléctrica efectivamente longa, que facilita o quecemento eficiente por indución directa do catalizador dun xeito uniforme, e 2) un catalizador cunha superficie elevada; estas características cooperan para facilitar as reaccións químicas endotérmicas. A completa falta de ferro na cámara de reacción facilita a produción de HCN pola reacción de NH3 e un gas hidrocarbonado.
Como se comentou anteriormente, sábese que a calefacción por indución de frecuencia relativamente baixa proporciona unha boa uniformidade na entrega de calor a altos niveis de enerxía aos obxectos que teñen camiños de condución eléctrica relativamente longos. Ao proporcionar a enerxía de reacción a unha reacción catalítica en fase gas endotérmica, a calor precisa ser entregada directamente ao catalizador cunha mínima perda de enerxía. Os requirimentos de subministración uniforme e eficiente de calor a unha masa catalizadora de alta superficie permeable ao gas parecen entrar en conflito coas capacidades do quecemento por indución. A presente invención baséase en resultados inesperados obtidos cunha configuración de reactor na que o catalizador ten unha nova forma estrutural. Esta forma estrutural combina as características de: 1) unha lonxitude dun camiño de condución eléctrica efectivamente longa, que facilita o quecemento eficiente por indución directa do catalizador dun xeito uniforme, e 2) un catalizador cunha superficie elevada; estas características cooperan para facilitar as reaccións químicas endotérmicas. A completa falta de ferro na cámara de reacción facilita a produción de HCN pola reacción de NH3 e un gas hidrocarbonado.
Cálculo de potencia de calefacción por indución
Exemplo: Reactor de presión atmosférica
Material: aceiro inoxidable 304
Dimensións: 2 m (diámetro) * 3 m (alto)
Espesor da parede: 8 mm
Peso do reactor: 1000 kg (aprox.)
Volume: 7 m3
Peso do material líquido: 7 t
Capacidade calorífica específica do material líquido: 4200J/kg*ºC
Requisitos: quentar de 20ºC a 280ºC en 3 horas
Fórmula de cálculo de calor: Q=cm▲t+km
Fórmula de cálculo de potencia: capacidade calorífica específica J/(kg*ºC)×diferenza de temperatura ºC×peso KG ÷ tempo S = potencia W
i.e. P=4200J/kg*ºC×(280-20)ºC×7000kg÷10800s=707777W≈708kW
Conclusión
A potencia teórica é de 708 kW, pero a potencia real adoita aumentar nun 20% debido a que se ten en conta a perda de calor, é dicir, a potencia real é de 708 kW * 1.2 ≈ 850 kW. Requírense sete conxuntos de sistema de calefacción por indución de 120 kW como combinación.
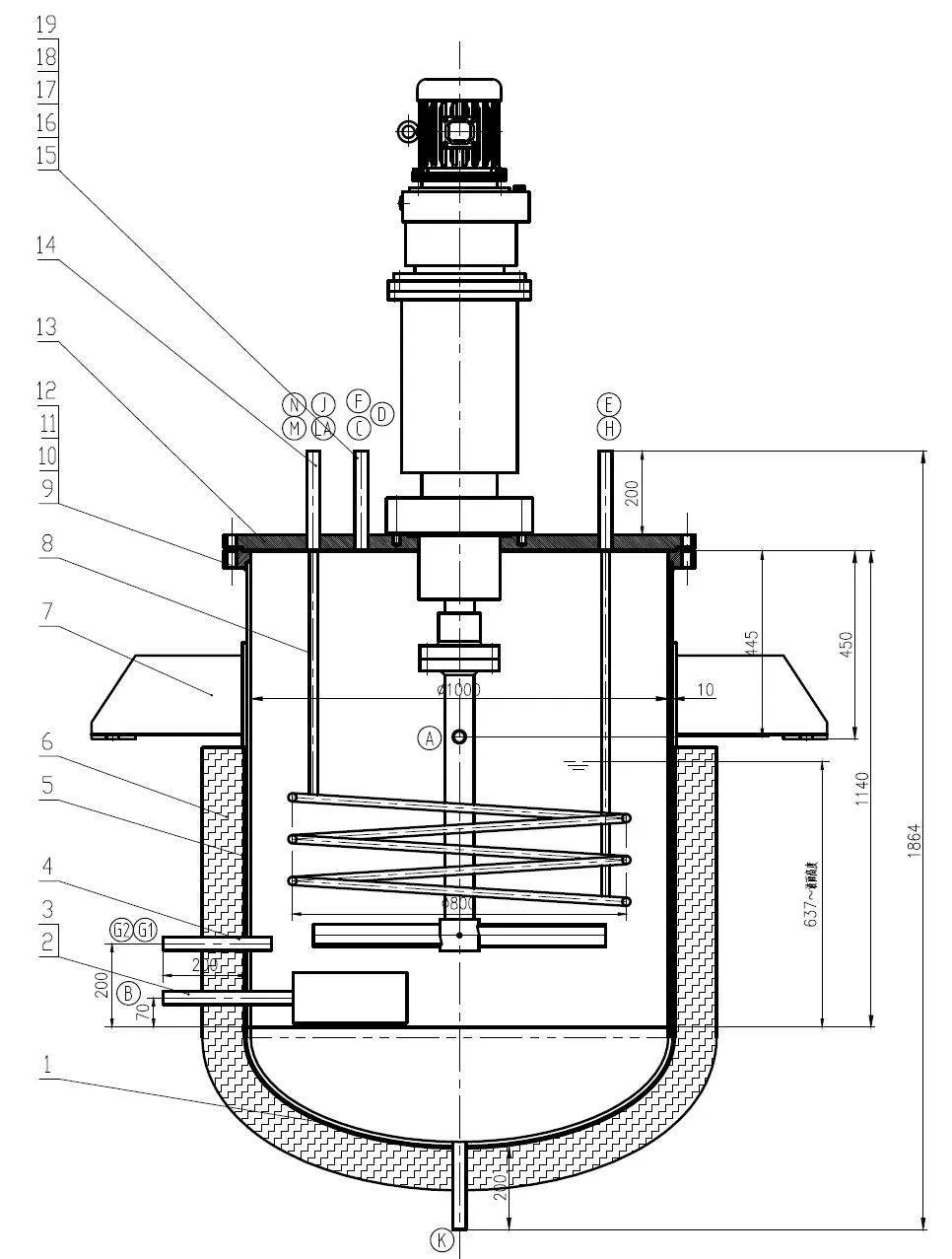
 Reactores de recipientes de calefacción por indución
Reactores de recipientes de calefacción por indución



