Precalentamento de inducción de alta frecuencia para pezas de rosca
descrición
Obxectivo
O cliente precalienta unha variedade de pezas para que poidan ser roscadas. O obxectivo desta proba é precalentar cada parte a 600 ° C en menos de 316 segundos.
equipamento
Máquina de calefacción por indución DW-HF-15kw
 máquina de calefacción por indución HF-15
máquina de calefacción por indución HF-15Obras
O cliente proporcionou pezas de mostra. Estes incluíron:
• Parte 1 composta de aceiro magnético con 0.375 mm de diámetro exterior
• Parte 2 composta de aceiro magnético con 0.5 ”(12.7 mm) OD
• Parte 3 composta de aceiro magnético con 0.875 mm de diámetro exterior
• Parte 4 composta de aceiro magnético con 1.5 ”(38.1 mm) OD
• Utilizáronse dúas bobinas. Bobina 1 para quentar a parte 4 co diámetro exterior de 1.5 mm. O resto de pezas quentáronse coa bobina 38.1.

Parámetros principais
Temperatura: aproximadamente 600 ° C
Alimentación:
• Parte 1: 1.68 kW
• Parte 2: 2.6 kW
• Parte 3: 4.74 kW
• Parte 4: 3.79 Kw
Tempo: menos de 30 segundos

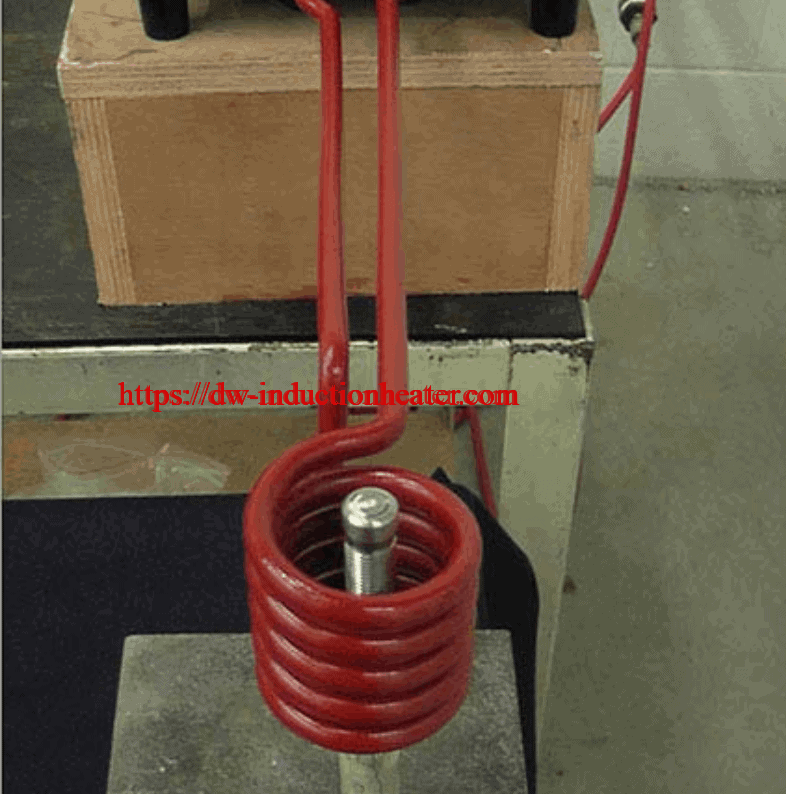
Proceso:
A parte estaba centrada na bobina.
A fonte de alimentación de calefacción por indución DW-HF-15kw estivo activada.
Controlouse a temperatura cunha cámara infravermella e con pintura Tempilaq.
Todas as pezas puideron probarse empregando os mesmos axustes de equipos. Non se precisaron cambios entre os ciclos de calor, salvo intercambiar a bobina para a parte 4. Isto débese ao deseño flexible de DW-HF-15kw Induction Heating Power Technologies que permite que o sistema de calefacción por indución sintonice unha ampla variedade de cargas.
Resultados / Beneficios:
Control preciso do tempo e da temperatura
Potencia baixo demanda con ciclos de calor rápidos
Proceso repetible, non dependente do operador cando as pezas están configuradas nun niño ou aparello