Que é o curado por indución?
Como funciona o curado por indución? En pocas palabras, a enerxía da liña convértese en corrente alterna e entrégase a unha bobina de traballo que crea un campo electromagnético dentro da bobina. A peza coa epoxi pode ser metálica ou un semicondutor como o carbono ou o grafito. Para curar epoxi sobre substratos non condutores como o vidro, pódese usar un susceptor condutor de electricidade para transferir a calor ao material non condutor.
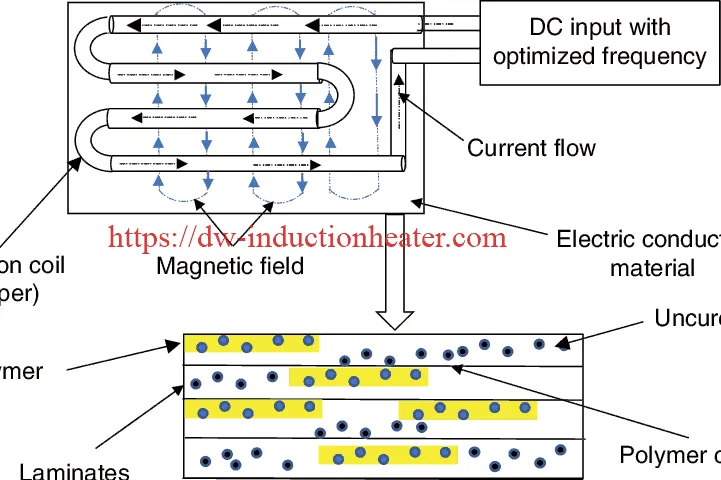 principio de curado por indución-teoría
principio de curado por indución-teoríaCales son os beneficios do curado por indución?
Os adhesivos epoxi dun compoñente que se curan por calor poden usar calor de varias fontes. O máis típico é un forno pero tamén se utilizan pistolas de aire quente, placas de cocción e curado por indución. O curado por indución pode reducir moito o tempo necesario para curar o epoxi e minimizar os efectos da calor sobre os compoñentes circundantes, xa que o quecemento por indución proporciona calor precisamente á área adhesiva.
O curado por indución é unha boa opción para a miña aplicación?
Proporcionando o seu equipos de calefacción por inducción especialista e a información do seu fabricante de adhesivos epoxi sobre os seguintes temas axudaralles a facer a mellor recomendación.
1. Materiais ou substratos que se van unir: comprender cales son os substratos axudará a determinar a velocidade de quecemento e a potencia necesaria para curar o adhesivo. Por exemplo, o ferro quenta con menos potencia que a necesaria para quentar o aluminio.
2. Tamaño dos compoñentes que se unen: as pezas máis pequenas requiren unha frecuencia máis alta para un quecemento eficiente. As áreas máis grandes benefícianse dunha frecuencia máis baixa.
3. Requisitos de epoxi: hai un limiar mínimo/máximo para o curado do epoxi. A temperatura mínima necesaria para efectuar o curado e a temperatura máxima permitida antes da descomposición do epoxi.
Curado por indución para a unión de chip de cuarzo a un cilindro de aceiro
Unha empresa da industria da automoción está a buscar un sistema de calefacción por indución que poida alcanzar a temperatura de 175 °C (347 °F) e mantelo dentro da estreita tolerancia de +/- 3 °C. Calefacción de indución quentará un cilindro de aceiro para curar un adhesivo para a unión dun chip de cuarzo. O quecemento por indución é un método preferido porque proporciona un quecemento máis rápido, controlado e uniforme.

Industria: Automoción
Equipamento: Sistema de calefacción por indución DW-UHF-10kW recoméndase que esta aplicación de curado aumente e manteña a temperatura desexada.
Proceso:
O obxectivo desta aplicación de curado por indución é quentar dous lados dun cilindro de aceiro de 1.064" (2.70 cm) de diámetro exterior, 7.25" (18.41 cm) de lonxitude cunha zona de calor de 1" (2.54 cm) ata 175 C (347 °C). F) e manteña esa temperatura durante 60 segundos para realizar a aplicación de unión. A temperatura desexada alcanzouse en 13 segundos. Para medir a temperatura utilizouse un controlador de temperatura tipo K.
 proceso de curado por indución
proceso de curado por induciónCurado por indución para a unión de chip de cuarzo a un cilindro de aceiro